
焊条牌号和型号的区别在这里,你弄明白了吗?
纯手工静电焊是利用静电造成的热量熔融被焊钛的一种纯手工操作冲压方法。虽然它所需的设备简单,操作灵活,对空间相同位置、相同接头逐步形成的沟槽均能方便地展开冲压,因而,目前它仍被广泛使用。纯手工静电焊如图所示:
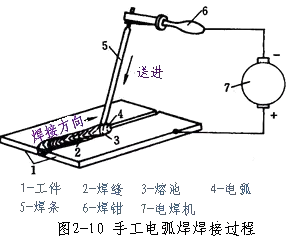
冲压前,将被焊钻孔和焊钳分别与TNUMBERFK的两极连接并用焊钳夹持铜焊。冲压时使铜焊与钻孔瞬时接触,逐步形成短路,随即将它们分开很大距离(约2-4mm),就引燃了静电。静电下的钻孔立即熔融构成一个半卵形硝酸锶。铜焊药皮熔融后,一部分变成液体围起来静电使它与水蒸气隔绝,从而使液态钛免于氧、氮的侵害;一部分变成溶渣,或单独喷水硝酸锶,或与焊芯熔融生成的液态钛熔滴一起喷水溶池。在静电及硝酸锶中,液态钛、电炉和静电液体互相间会发生某种无机化学变化,如液体向液态钛内溶解,展开水解还原反应等。硝酸锶内的液体和渣虽然质量轻而上浮。当静电移去后,环境温度降低,钛和渣会先后凝固。这样两件钛经熔融结晶的沟槽钛而连接起来。渣虽然收缩量与钛相同,会在渣壳和钛界上造成滑移,渣壳或自动开裂,或敲击后开裂,即可露出带鱼鳞南埃尔普的钛沟槽。纯手工静电焊的主要就设备是TNUMBERFK。TNUMBERFK是造成冲压静电的电源,有沟通交流和三相两种。目前国内生产的TNUMBERFK品种很多,按其结构可分成:沟通交流TNUMBERFK和三相TNUMBERFK。三相TNUMBERFK有两种相同的三相。当铜冲压负极、钻孔接正极索莱米正三相;反之为反三相。通常用酸性低氢型铜焊(如J507)冲压时,为了使静电稳定熔化,规定要用三相反三相;而用酸性铜焊(如J422)冲压厚钢板时,选用正三相,因为阳极部分的环境温度高于阴极部分,用正三相可以得到较大的熔深;冲压薄钢板及有色钛时,则选用反三相。用沟通交流电冲压时,虽然阴离子是交替变化的,所以不需要选择阴离子三相。纯手工焊的冲压材料为电铜焊,它由铜质和包在铜质外的药皮组成。
铜质铜质(焊芯)的促进作用主要就是导电,并在铜焊下部逐步形成具备很大成份的熔敷钛。焊芯需用各种相同的钢材制造。焊芯的成份直接影响熔敷钛的成份和操控性,因而,要求焊芯尽量减少有毒原素的含量,除了限制S、P外,有些铜焊已要求焊芯控制As 、Sb、Sn等原素。药皮铜焊药皮又可称为涂料,把它涂在焊芯上主要就是为了便于冲压操作,以及保证熔敷钛具备很大的成份和操控性。铜焊药皮可以选用水解物、碳酸盐、硅酸盐、有机物、氯化物、铁钛及化工产品等上百种原材料粉末,按照很大的配方比例混合而成。各种原材料根据其在铜焊药皮中的促进作用,可分成下列几类:1.稳定剂 使铜焊容易引弧及在冲压操作过程中能保持静电稳定熔化。凡易电离的物质均能稳弧。通常选用碱钛及碱土钛的化合物,如碳酸钾、碳酸钠、大理石等。2.造渣剂 冲压并能逐步形成具备很大无机化学操控性的溶渣,覆盖在熔融钛表面,保护冲压硝酸锶及改善沟槽成型。3.脱氧剂 通过冲压操作过程中展开的冶金化学反应,以降低沟槽钛中的含氧量,提高沟槽耐热性。主要就脱氧剂有锰铁、焦炭、瓦卢伊等。4.造气剂 在静电高温促进作用下,能展开分解放出液体,以保护静电及硝酸锶,防止周围水蒸气中的氧和氮的侵入。5.钛剂 用来补偿冲压操作过程中钛原素的炸裂及向沟槽过渡钛原素,以保证沟槽钛获得必要的化学成份及操控性等。6.带票润滑剂 增加药皮炉料在铜焊压涂操作过程的塑性、滑性及流动性,以提高铜焊的压涂质量,减小偏心度。7.粘接剂 使药皮炉料在压涂操作过程中具备很大的粘性,能与焊芯牢固地粘接,并使铜焊药皮在烘干后具备很大的强度。电铜焊的展开分类
按铜焊的商业用途展开分类 通常铜焊按商业用途可分成数十种
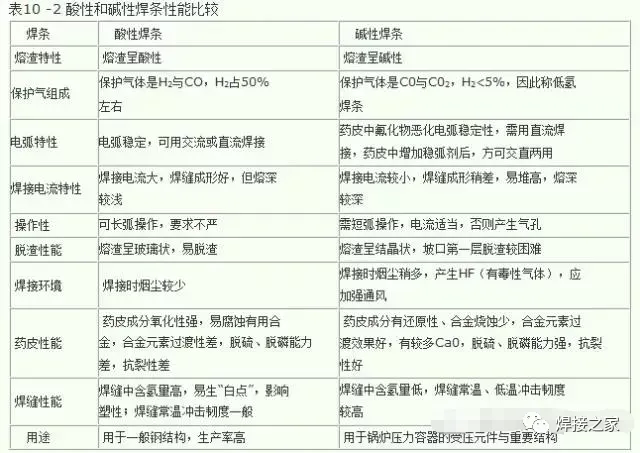
2.按电炉的Cogl展开分类通常可分成两大类-酸性铜焊和酸性铜焊。酸性铜焊冲压工艺操控性好,成型整洁,去渣容易,不易造成气孔和夹渣等缺陷。但虽然药皮的水解性较强,致使钛原素的炸裂也大,沟槽钛的耐热性(尤其是冲击韧性)比较低。酸性铜焊通常均需用交三相电源。众所周知的酸性铜焊是J422。酸性铜焊冲压的沟槽耐热性良好,特别是冲击韧性比较高,因而主要就用于重要结构的冲压。必须注意,虽然氯化物的粉尘有毒于焊工身体健康,应加强现场的通风排气,以改善劳动条件。众所周知的酸性铜焊有J507。
3.按铜焊药皮的主要就成份展开分类 铜焊药皮由多种原材料组成,按照药皮的主要就成份可以确定铜焊的药皮类型。例如,当药皮中含有30%以上的二水解钛及20%以下的钙、镁的碳酸盐时,就称为钛钙型。
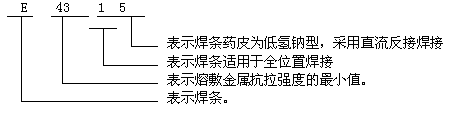
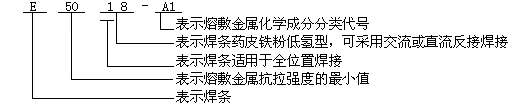
数字药皮类型特 点电源1水解钛型(酸性)冲压工艺性好,适用于各种位置冲压,特别适用于薄板冲压;沟槽钛塑性和抗裂操控性较差。交 流或 流2钛钙型(酸性)冲压工艺性好,适用于各种位置冲压。3瓦卢伊矿型(酸性)冲压工艺性好,适用于各种位置冲压。4水解铁型(酸性)冲压工艺性较差,沟槽钛抗裂操控性较好,适宜中厚板平焊,立焊及仰焊操作操控性较差。5纤维素型 (酸性)冲压工艺性较差,沟槽钛抗裂操控性良好,适用于含碳量较高的中厚板冲压,立焊及仰焊操作操控性较差。6低氢型(酸性)冲压工艺性通常,沟槽钛具备特别良好的抗热裂操控性和耐热性,适宜于冲压重要结构。7三相电铜焊牌号与型号铜焊牌号铜焊牌号是对铜焊产品的具体命名。它是根据铜焊的主要就商业用途及操控性特点来命名的。每种铜焊产品只有一个牌号,但多种牌号的铜焊可以同时对应于一种型号。铜焊牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。(1)结构钢铜焊 铜焊牌号如J422,其中J表示结构钢铜焊,第一、二位数字"42"则表示沟槽钛的抗拉强度等级(用MPa值的1/10表示),末位数字2表示药皮类型及冲压电源的种类。(2)奥氏体铬镍不锈钢铜焊 铜焊牌号如A132,其中A表示奥氏体不锈钢铜焊;第一位数字表示沟槽钛主要就化学成份组成等级,1等级表示含Cr量约为19%,含Ni量约为10%;第二位数字表示同一沟槽钛主要就化学成份组成等级中的相同牌号、品种,以此来区别镍铬之外的其他成份的相同;末位数字表示药皮类型和冲压电源种类。铜焊型号铜焊型号是以铜焊国家标准为依据、反映铜焊主要就特性的一种表示方法。铜焊型号根据沟槽钛的力学操控性、药皮类型、冲压位置和冲压电流种类划分。(1)碳钢铜焊 铜焊型号如E4315,其中"E"表示铜焊;前两位数字表示熔敷钛抗拉强度的最小值,单位为MPa值的1/10;第三位数字表示铜焊的冲压位置,0及1表示铜焊适用于全位置冲压(平、立、仰、横),2表示铜焊适用于平焊及平角焊,4适用于向下立焊;第三位和第四位数字组合时表示冲压电流种类及药皮类型。举例如下:
简要说明一下常用的几种铜焊a.E4303、E5003铜焊这类铜焊为钛钙型。药皮中含30%以上的水解钛和20%以下的钙或镁的碳酸盐矿,电炉流动性良好,脱渣容易,静电稳定,溶深适中,飞溅少,焊波整齐。这类铜焊适用于全位置冲压,冲压电流为沟通交流或三相正、LX1,主要就用于冲压较重要的碳钢结构。b. E4315、E5015 铜焊这两类铜焊为低氢钠型,药皮的主要就组成物是碳酸盐矿和萤石。其Cogl较高,电炉流动性好,冲压工艺操控性通常,焊波较粗,角沟槽略凸,熔深适中,脱渣性较好,冲压时要求铜焊干燥,并选用短弧焊。这类铜焊可全位置冲压,冲压电源为三相LX1,其熔敷钛具备良好的抗裂性和力学操控性。主要就用于冲压重要的低碳钢结构及与铜焊强度相当的低钛钢结构,也被用于冲压高硫钢和涂漆钢。c. E4316、E5016型铜焊这两类铜焊为低氢钾型,药皮在E4315和E5015型的基础上添加了稳弧剂,如铝镁钛或钾水玻璃等,其静电稳定,工艺操控性好,冲压位置与E4315和E5015型铜焊相似,冲压电源为沟通交流或三相LX1。这类铜焊的熔敷钛具备良好的抗裂性和力学操控性。主要就用于冲压重要的低碳钢结构,也可冲压与铜焊强度相当的低钛钢结构。(2)低钛钢铜焊 铜焊型号如E5018-A1,低钛钢型号编制方法与碳钢铜焊基本相同,但后缀字母为熔敷钛的化学成份展开分类代号,并以短划-与前面数字分开。如还具备附加化学成份时,附加化学成份直接用原素符号表示,并用短划-与前面后缀字母分开,举例如下:
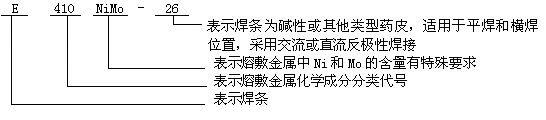
(3)不锈钢铜焊 铜焊型号如E308-15,字母E表示铜焊,E后面的数字表示熔敷钛化学成份展开分类代号,如有特殊要求的化学成份,该化学成份用原素符号表示放在数字的后面,短划-后面的两位数字表示铜焊药皮类型、冲压位置及冲压电流种类。不锈钢铜焊类型展开分类:
铜焊类型冲压电流冲压位置EXXX(X)-17EXXX(X)-26三相LX1全位置平焊、横焊EXXX(X)-16EXXX(X)-15EXXX(X)-25沟通交流或三相LX1全位置平焊、横焊举例如下:

型号为E308的铜焊,其代号308与美国、日本等工业发达国家的不锈钢材的牌号相同。世界上大多数工业国家都是将不锈钢铜焊型号与不锈钢材代号相一致,这样有利于铜焊的选择和使用,也便于展开国际交往。有必要简单介绍一下,与E308型号相对应的GB983-85原先的型号为E0-19-10,其中 0表示熔敷钛的含碳量不大于1‰;19为熔敷钛中Cr含量的百分数值;10为Ni含量的百分数值。不锈钢新旧型号对照表:
GB/T 983-1995GB983-85GB/T 983-1995GB983-85E308E0-19-10E316LE00-18-12M02E308LE00-19-10E317E0-19-13M03E308M0E0-19-10M02E317M0CuE0-19-13M02Cu2E308M0LE00-19-10M02E317M0CuLE00-19-13M02Cu2E309E1-23-13E318E0-18-12M02NbE309LE00-23-13E347E0-19-10NbE309M0E1-23-13M02E410E1-13E316E0-18-12M02E410NiM0E0-13-5M0

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~