
技术钢结构常用焊条对比与选择
全文该书对冲压由Q235, Q345, Q390和Q420共同组成的混凝土之新、旧行业国际标准中常见铜焊进行了比较,隐晦如是说了新行业国际标准中铜焊被修正的文本,指出优先选择新行业国际标准中铜焊时需特别注意的事宜。该书可供结构设计、管理工作、冲压有关有关人员参照和先进经验。
1 序言
混凝土结构设计、管理工作、冲压有关有关人员熟识并常见的、具有药皮的纯手工耐腐蚀铜焊行业国际标准《不锈钢铜焊》GB/T 5117-1995和《低压铸铜焊》GB/T5118-1995已于2013年3月1日补发,原本的是修改后的行业国际标准《非压铸丫蕊孔隙钢铜焊》GB/T 5117-2012和《热强钢铜焊》GB/T 5118-2012.
与前述旧行业国际标准相比,新行业国际标准对铜焊的进行分类和机型选曲、中文名称、机型数量、机械性能、成份以及SS等控制技术要求均作了较大的调整和修正。本栏打声从一个普通用户的视角对冲压由Q235, Q345, Q390和Q420共同组成的混凝土之新、旧行业国际标准中常见铜焊和修正文本作一个简单的对照与如是说,并提出以下几点小常识,供混凝土结构设计、管理工作、冲压有关有关人员参照和先进经验。
2 新、旧行业国际标准中常见铜焊的分野
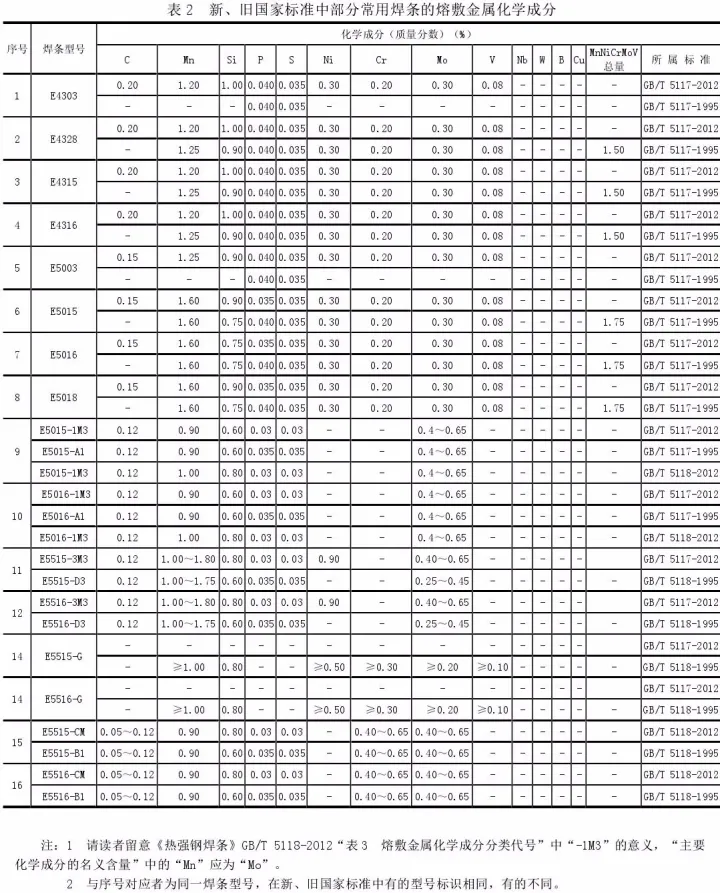
2.1 新、旧行业国际标准中部份常见铜焊的熔敷合金机械性能六义1。

2.2 新、旧行业国际标准中部份常见铜焊的熔敷合金成份六义2。
3 混凝土常见铜焊的优先选择
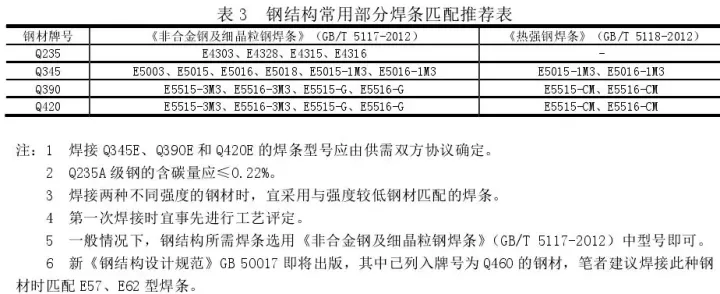
3.1 混凝土常见铜焊所推荐换用表
冲压由Q235, Q345, Q390和Q420共同组成的混凝土时,新行业国际标准《非压铸丫蕊孔隙钢铜焊》GB/T 5117-2012中的铜焊类别完全能够满足用户结构设计和工程施工的需求。有鉴于此,本栏提议正常情况下应换用该国际标准中的铜焊;当然,特定情况下(如谓词、利用库存量等)一般会换用《热强钢铜焊》GB/T5118-2012中的铜焊。由于前述行业国际标准中的铜焊机型多样,用于混凝土冲压的铜焊实际上是当中的极少一小部份,故本栏在此所推荐换用当中的极少一小部份众所周知铜焊,详六义3。
3.2 小常识
3.2.1 难道现在必须执行新行业国际标准,本栏提议,首先不能再写早已被新行业国际标准删掉的铜焊;其二应精确手写机型早已被新行业国际标准修正的铜焊;由此可见应恰当手写新行业国际标准中文名称和国际标准号,特别注意不要先入为主地搞混行业国际标准中文名称和SS。
3.2.2 根据经济科学合理、安全适用于、熔敷合金硬度和退让气压略低于基本合金的准则,冲压由Q345共同组成的混凝土,一般可采用E50系列的不锈钢铜焊。当然,这里并不排除采用碳钼钢或镍钢等低压铸铜焊。
3.2.3 在行业国际标准中,铜焊E43XX" , "E50XX" ,"E50XX-XX"、"E55XX-XX等中的数字均指最小硬度;钢材Q235" , "Q345" , "Q390"、"Q420和钢筋HPB300、"HRBF335、"HRBF400、"HRBF500等中的数字均指退让气压,请读者特别注意其区别,不要混为一谈。
3.2.4 在新行业国际标准《非压铸丫蕊孔隙钢铜焊》GB/T 5117-2012中,对铜焊的熔敷合金成份做出了明确规定,但在旧行业国际标准《不锈钢铜焊》GB/T5117-1995中,并没有对所有铜焊的熔敷合金所含碳、锰和硅等含量做出明确规定。请读者特别注意这一点,因为它对钢材匹配铜焊很有帮助。
3.2.5 在新行业国际标准《非压铸丫蕊孔隙钢铜焊》GB/T 5117-2012和《热强钢铜焊》GB/T 5118-2012中均有碳翔钢铜焊,但它们的成份和机械性能是有差别的,提醒读者特别特别注意!
3.2.6 以前在图纸说明中,将冲压Q345简写成‘采用E50型铜焊,并没有指明是采用E50型不锈钢铜焊还是采用E50型低压铸铜焊,本栏认为将优先选择权交给工程施工单位的做法不能说不可行。
但是,本栏认为将说明写成换用《低压铸铜焊》GB/T 5118-1995中的E50XX型铜焊却有点画蛇添足了!因为该E50XX型铜焊应该在《不锈钢铜焊》GB/T 5117-1995之中,而不在《低压铸铜焊》GB/T 5118-1995之中。本栏臆测写说明人认为用的钢材Q345是低合金高气压结构钢,理所当然地应该换用低压铸铜焊,殊不知忽视了铜焊SS写法的严密性。诚然,我们有的图纸是长期这样表达结构设计意图的,也未出现问题。这可能是因为该写法虽然不太严密,却不会产生问题。这是因为"E50型不锈钢铜焊或E50型低压铸铜焊均可冲压Q345。
在执行新行业国际标准《非压铸丫蕊孔隙铜焊》GB/T 5117-2012的过程中,如果并不希望用E50型不锈钢铜焊冲压Q345,仍然笼统写成换用E50XX型铜焊,似乎有点表达不清或者说概念有点模糊了。因为在该新行业国际标准中,"E50型铜焊指的范围较广,包括不锈钢、碳钼钢、镍钢、耐候钢和其他儿个系列牌号的铜焊。"E50XX型则实际上指不锈钢铜焊。
故本栏提议在图纸说明中,冲压Q345时,如果不希望用E50XX型的不锈钢铜焊,可写成换用《非压铸丫蕊孔隙钢铜焊》(GB/T 5117-2012)中的E50XX-XX型铜焊;特定情况时也可写成换用《热强钢铜焊》(GB/T 5118-2012)中的E50XX-XXX"。
3.2.7 新行业国际标准《热强钢铜焊》(GB/T 5118-2012)中删掉了冲击试验要求这一文本。请读者特别特别注意!这一点与旧行业国际标准《低压铸铜焊》GB/T5118-1995有较大区别。提议冲压由Q345, Q390或Q420共同组成的混凝土且有抗疲劳要求时,如果没有特定规定或协议,提议不要换用热强钢铜焊!
3.2.8 优先选择铜焊,除考虑气压等级外,还应根据被焊件的结构形状、板件厚度、荷载性质和钢材抗裂性能等优先选择不同类别的药皮。通常,结构要求塑性好、冲击韧性高、低温性能好时,应优先选择碱性药皮铜焊;结构受力不复杂、母材质量较好时,应尽量优先选择较经济的其他类别药皮铜焊。
本文转载于控制技术邻,原文请点击


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~