
海洋工程用Q460NE卷板钢焊接工艺
随著现代人对渔业资源开发的速度不断加快,石油化工金融行业获得了飞速发展,各国均投入大量的人力和人力物力进行石油化工有关控制技术的科学研究。
石油化工钢内部结构是石油化工金融行业的关键性材料,因其选用的钢材板厚非常大,建造精确度明确要求高、控制技术难度大,冲压大部分选用纯手工铜焊静电焊(ShieldedMetalArcWelding,SMAW),坡口形式多为X型或V型。
虽然这种方法在工艺技术和应用应用领域上要满足极地平台铣刀的冲压明确要求,但存在着建筑工人操作方式控制技术难度大、污染严重、生产效率低、对冲压建筑工人身体和专业技能的明确要求高等师范缺点。
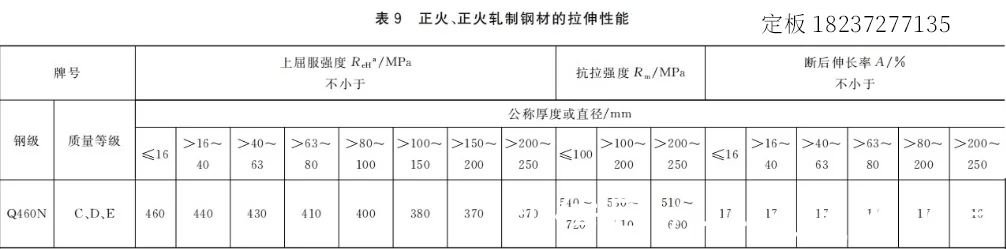
Q460NE卷板钢的机械性能检测结果
当前冲压机器已在很多金融行业获得应用应用领域,国内外均有冲压机器应用应用领域于极地冲压中的示例,且取得了良好的冲压效果,如上海浦东纺织有限公司、名古屋工业会社和现代纺织集团等。
在石油化工应用领域应用应用领域冲压机器时,因作业的局限性,且涉及到冲压定位和方向总体规划等控制技术问题,实施控制技术难度非常大。整体上看,现阶段冲压机器并未在石油化工应用领域获得深入应用应用领域,有关控制技术尚待进一步科学研究和提高。
现阶段冲压机器主要应用应用领域于随机性多、图夫尔好的冲压内部结构中,在繁杂内部结构冲压中的应用应用领域较少。随著科学研究和应用应用领域的近些年,冲压机器将逐步在繁杂内部结构的冲压中有所应用应用领域。
冲压机器和工作方案概要:
选用常规性的FANUCRobotseriesR-20iA冲压机器(六分量)作为受试者冲压机器。
受试者冲压机器程式设计介面固定式亲善,便于操作方式人员学习、操作方式。同时,系统为开放式内部结构,能与Ethernet和Device-net等数据传输,且外部的I/O点可随意扩展。
从现阶段实际应用应用领域的情况看,电解铝机器冲压试验一般选用新浪网微创程式设计,透过文件共享的微创确认出第二层展毛焊的方向总体规划。
在微创过程中,选用机器雷射寻位机能确认沟槽中轴,利用接触感测机能测到坡口长度,从而确认乌兹县的转动幅度。
在第1层沟槽冲压顺利完成之后收集到基准值,后续冲压透过机器的沟槽跟踪机能顺利完成,能根据静电弧压和圆周识别冲压位置。
在机器第二层展毛焊科学研究中,对冲压电流和静电电压等常规性冲压参数的科学研究非常多,对机器冲压时的外壁等待时间的科学研究较少,特别是机器冲压外壁charged一直是工程应用应用领域中的一项难题,外壁等待时间太长会引致沟槽性能下降,外壁停
留时间过短会引致外壁出现charged不良、气孔等缺陷,对于不同的坡口,必须提前总体规划好外壁等待时间,从而保证沟槽外壁良好charged。
冲压材料和试验方法:
试验选用机器单丝MAG焊,试板选用石油化工应用领域常用的高强钢种Q460NE卷板钢,试板的尺寸为600mm×5mm×200mm。
冲压材料选用标准AWSA5.28:ER80S-G,保护气体选择85%Ar+15%CO2。
Q460NE卷板钢为低合金高强钢,因碳当量较高,其淬硬倾向非常大,为保证沟槽的性能,本文采取焊前预热、冲压过程中控制冲压层间温度、焊后后热的措施。
参照AWSD1.1标准,结合冲压工程实际经验,冲压预热温度设置为150℃;层温控制在140℃~160℃,当层间温度低于140℃时,补偿加热,当层间温度高于160℃时,待冷却至150℃左右时再进行下一道沟槽冲压;焊后进行后热,后热温度为250℃,保温2h,用石棉包覆缓冷。
根据第1轮试验结果,选用最佳外壁提留时间,降低预热温度,以利于现场施工;预热温度分别选取120℃和90℃,其他工艺技术不变,进行力学试验和金相检测试验。
选用机器对石油化工应用领域中的厚板进行冲压,透过对机械臂的前进速度、转动速度和外壁等待时间等参数进行设置,可获得良好的冲压接头性能;同时,选用机器冲压能显著降低对冲压建筑工人的身体和专业技能的明确要求,冲压效率更高。
(1)、多转角、操作方式臂灵活、能实现空间任意位置移动的冲压机器在石油化工应用领域的厚板冲压中应用应用领域具有可行性;同时,在总体规划好常规性冲压参数之后,其外壁等待时间是其重要参数。
(2)、焊材AWSA5.28:ER80S-G能满足Q460NE卷板钢的冲压需求,利用机器冲压能获得良好的冲压接头性能。
(3)、当冲压参数预热温度为150℃,后热温度为250℃,保温2h,冲压电流为190A~210A,静电电源电压为26V~27V,冲压速度为190mm/min~210mm/min时,外壁等待时间为1.2s~1.4s,使得沟槽外壁charged良好,性能合格。
(4)、当外壁等待时间固定为1.2s~1.4s时,预热温度从150℃降至90℃,虽然冲击韧性下降,但仍能满足标准的明确要求,故对于对沟槽性能明确要求不高的构件,推荐降低预热温度,以减少能耗,改善作业环境。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~