
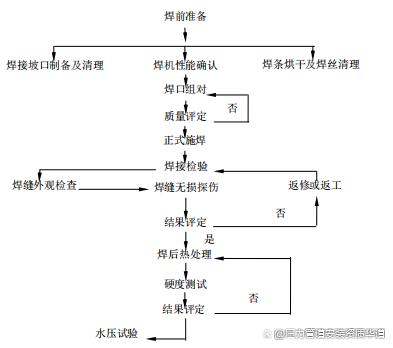
压力管道焊接施工流程图,压力管道安装许可证资质代办
1 控制技术准备
1.1 阻力管线冲压工程施工前,应依照结构设计文档及其提及的标准、规范,并依照我子公司冲压工艺综合评价调查报告基本建设出冲压工艺控制技术文档(冲压工艺卡或工作台技术标准)。如果小平市子公司首次冲压的钢种,则首先要制定冲压工艺综合评价技术标准,然后对此种金属材料展开工艺综合评价试验,符合要求后做出冲压工艺综合评价调查报告。
1.2 基本建设的冲压工艺控制技术文档(冲压工艺卡或工作台技术标准)要针对工程实际,详细载明管线的结构设计织物、换用的冲压方法、冲压金属材料、接点型态、具体的冲压工程砌体、沟槽的产品质量明确要求、检测明确要求及焊后退火工艺(有明确要求时)等。
1.3 阻力管线施焊前,根据冲压工作台技术标准应对钳工及相关人员展开控制技术X35KB96SG,并搞好控制技术X35KB96SG历史记录。
1.4 对于低温、高压、有毒、易燃、易爆的阻力管线,在冲压工程施工前要Longpr焊口位置左图,以便在冲压工程施工中展开产品质量监视。
2 对金属材料的明确要求
2.1 被公差子(件)要具备产品质量证,且其产品质量合乎国家Geoirs(或部颁标准)的明确要求;进口金属材料应合乎该标准规范或约定的控制技术条件。
2.2 冲压金属材料(铜焊、塞雷县、钨棒、惰性气体、甲烷气、氮气、乙烷气等)的产品质量要合乎标准规范(或标准规范),且具备产品质量证。其中钨棒宜采用铈钨棒;惰性气体熔点不应高于99.95%;甲烷气熔点不高于99.5%;密度不超过0.005%。
2.3 阻力管线玻璃钢和加装现场应设置合乎明确要求的焊材库房和铜焊研磨室,并由专职人员展开铜焊的研磨与焊材的派发,并搞好研磨与派发历史记录。
3 冲压设备
3.1 冲压机具设备主要包括∶交流JGD5、三相JGD5、氩弧JGD5、低温研磨箱、中温研磨箱、弯叶、甲烷气体保护JGD5、铜焊隔热筒、内合叶及电动车磨光机等。
3.2 用于阻力管线冲压的各类JGD5要配有THF1、JGD5,并按明确要求定期展开测验,冲压规范模块调节应灵活。
4 冲压人员
4.1 阻力管线钳工应具备按《特种设备冲压操作人员考核细则》考试符合要求的钳工符合要求证,且其符合要求项目与施焊项目相适应,并在规定的有效期内。
4.2 铜焊研磨人员、铜焊库房管理人员要严格按照本子公司《冲压过程控制程序》的规定执行。
5 施焊环境
5.1冲压时的风速不应超过下列规定,当超过规定时应有防风设施。
a)手工电弧焊8m/s
b)氩弧焊、甲烷气体保护焊2m/s。
5.2 冲压电弧1m范围内相对湿度不得大于90%。
5.3 在雨雪天气施焊时,要搭设防护棚当焊件表面潮湿时,应对无预热明确要求的管子(件)展开烘烤,去除潮气。
5.4 冲压时允许的最低环境温度如下∶碳素钢-20℃低合金钢-10℃中高合金钢0℃。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~