
如何实现焊接中316L不锈钢焊缝快速冷却

316L钢制归属于莱氏体钢制,此类钢具有较好的脆性、延展性、抗腐蚀,综合型能卓越。为了研究呵呵加热形式对316L沟槽与否有影响?那一种最经济超值,他们展开了如下表所示试验。
他们对316L钢制展开了冲压测试,选用铜焊耐腐蚀(SMAW),测试采用的316L钢制板宽度40mm,55°的X形等路基口,1mm钝边,冲压选用1G平焊边线。冲压采用的铜焊直径约为3.2mm,焊前研磨350℃×1h,冲压电阻80~120A,静电电阻24~28V,最大热输出为14.4kJ/cm。
冲压测试时,采用完全相同的冲压模块,他们选用下列四种加热形式冲压316L钢制。
1水冷
每道沟槽冲压顺利完成后,采用冷却水对焊道Alappuzha加热,冷却水通过机械动力在沟槽相连接的路径上Alappuzha以加热沟槽。水冷冲压如图1所示。
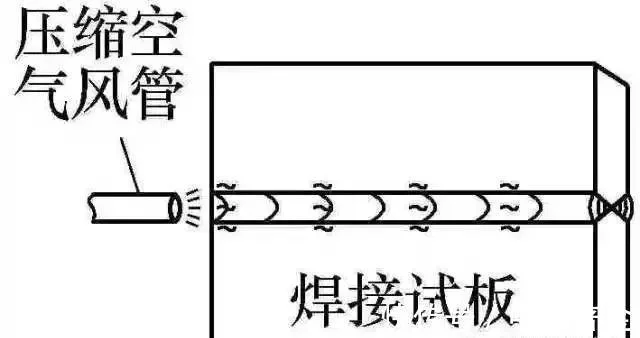
图1
测试发现,对沟槽选用Alappuzha加热,效用并不平庸,沟槽加热速率较慢,每道沟槽冲压顺利完成后,需20min以内,沟槽环境温度就可以降到40℃以内(手摸不烫)。
2沟槽左上角进水加热
先将冲压试板交会坡口另一面腮红焊好,左上角清根,雕琢清扫整洁,PT检验证实无瑕疵后,将试板宽度路径三分之一浸在水底(腮红焊好的另一面浸在水底)。接着再冲压剩余的沟槽,使沟槽的左上角浸在水底以达到加热沟槽的目地。由于316L钢制的保暖性极差,选用沟槽左上角进水的加热形式,沟槽加热速率也不平庸,每道沟槽冲压顺利完成后,需要15min以内,沟槽环境温度就可以降到40℃以内(手摸不烫)。
3沟槽施肥加热
在第四种加热形式的基础上,不但将冲压试板浸在水底,而且每道沟槽冲压顺利完成后,间接向焊道表层施肥来加热沟槽。测试显示,选用沟槽施肥的加热形式,沟槽加热速率显著大力推进,每道沟槽冲压顺利完成后,只需施肥加热3min以内,沟槽环境温度即降到40℃以内(手摸不烫)。施肥加热冲压如图2所示。
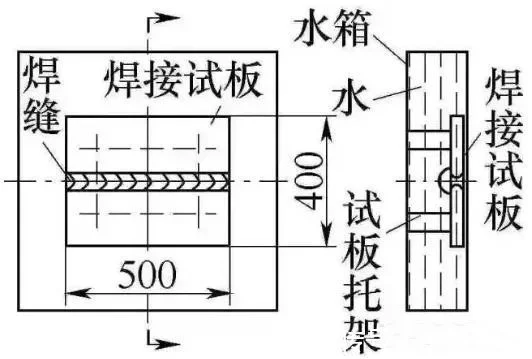
图2
他们对选用沟槽施肥加热形式的316L钢制展开了冲压工艺技术综合评价,工艺技术综合评价采用的316L钢制试板,冲压模块等与冲压测试时完全相同。冲压试板腮红焊顺利完成后,将试板浸在水底,每道沟槽冲压顺利完成后,间接向焊道表层施肥来加热沟槽,待沟槽环境温度降到40℃以内,采用电Alappuzha将沟槽及两侧50mm范围的水汽吹干,雕琢清扫整洁后,再冲压下一焊道。
试板冲压顺利完成24h后,检查结果均合格。并对冲压试板的交会接头展开了力学性能测试,均符合标准规定。冲压工艺技术综合评价合格。
选用沟槽施肥加热的形式冲压316L钢制是可行的,给实际生产带来效益。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~