
316L钢焊接性能分析
根据订货合格证书,316L合乎ASTM4262一93A一E标准。成份六义1,机械操控性六义2。由表1由此可知,该钢含CO.025%,属超长碳钢制,因此抗晶间锈蚀潜能强,同时含2%的钼,使得钢制在氯化物酸中,表层逐步形成几层很稳定,很球状、很完备而且与合金基本紧密结合稳固难于破损的崩解膜,可进一步增强钢的抗锈蚀性。


316L钢冲压操控性预测虽然316L钢所含高浓度的碳元素,因而冲压接点抗晶间锈蚀潜能强,冲压时,易造成如下表所示问题。形变锈蚀脱落。316L钢属莱氏体钢制,热传导常数小,线电阻率大,冲压时,沟槽在束缚状态下,焊后冲压接点可残存非常大的冲压形变。与碱性电介质碰触的接点表层,首先出现高分子锈蚀,经一两年后,阳极造成狭长微裂缝,在裂缝下部造成形变集中,以致溶入裂缝内的吞咽电介质起了锲入促进作用,使得裂缝往前扩充,从而又曝露美味的阳极,继续出现锈蚀,冲压残存拉形变可快速裂缝的扩充。严重时,可使冲压头造成椎板。
氢氧化铵缝
虽然 316L钢含Cr、Ni等碱合金非常多,较一般陈建力有非常大的氢氧化铵偏激,主要是虽然在沟槽凝结时,钢中的s、Р等有毒沉淀物易逐步形成固体第二层和相较第二层,积聚在硝酸锶的中心地区,在大街小巷拉形变促进作用下脱落,加热后逐步形成氢氧化铵缝。
为了有效控制沟槽氢氧化铵缝和冲压接点形变锈蚀脱落,保证建筑施工安全运转,对冲压工艺技术方法提出了要求。
冲压方法,冲压材料选择
莱氏体钢制采用氩弧焊,接点保护效果好,但采用焊条电弧焊方法冲压容器,操作简便,易于现场施工,且我公司具有娴熟的建筑施工焊工队伍,因此,选用焊条电弧焊方法。为了保证沟槽的抗晶间锈蚀潜能,选用与母材同质的A022牌号焊条。焊条成份六义3,机械操控性六义4。虽然焊条同时所含Mn和Cu,且含Mn量低,s、P含量低于母材,可有效控制氢氧化铵缝和形变锈蚀脱落。

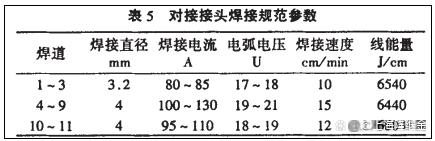
采用316L钢,6=18的钢制﹐开X型坡口,手工电弧焊方法,冲压设备;A—500焊机,焊条牌号,A022焊条,焊前烘干350℃ x2h,冲压规范参数六义5。
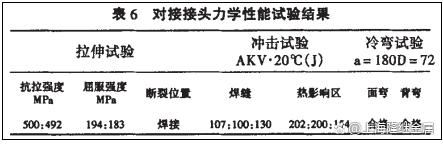
冲压试板经100%X光射线探伤,达到JB4730—94,I级合格。常温力学操控性试验结果六义6。根据JB4708—200o《钢制建筑施工冲压工艺技术评定》对接沟槽试验合格。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~