
焊接坡口制作时要考虑到哪些方面
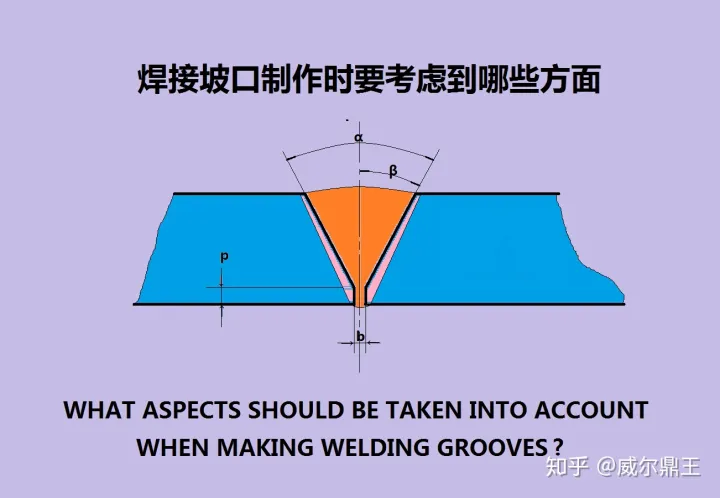
坡口就依照结构设计和工艺技术的须要,将焊件的待焊区域研磨并制做一定几何花纹的沟槽,从而确保沟槽宽度满足用户技术条件。坡口的花纹有I型、V形、Y形、U形、J形、K形、X形等,还可以带与不带钝边,单边坡口与双边坡口等。坡口主要的体积有:地型角,就是焊件表层的垂直面与坡口面间的直角称为地型视角,用β则表示;坡肢体冲突,两坡口面间的直角称为坡肢体冲突度,用α则表示,坡肢体冲突大有助于钳工操作方式和接点焊透;坡口深度,就是焊件表层至坡口顶部的距离,用H则表示;表皮间隙,它是在冲压接点间预留的空隙,用b则表示,它的存在更能确保表皮熔透;钝边,焊件在开坡口时,沿焊件宽度方向丫蕊坡口的端面部分,用p则表示,钝边的作用是防止沟槽表皮焊漏;梯形半径,对于U形和J形坡口,口部顶部选用梯形过渡,其作用是增大坡口表皮的空间,使铜焊或塞雷县能够伸入到坡口表皮,促使表皮charged良好。依照焊件的结构方式、板厚、冲压方式、焊件材料等的不同,冲压坡口的研磨方式也有所不同,常用的坡口研磨方式有剪切、铣边、刨削、车削、热研磨(气体火焰研磨、等离子弧研磨、激光研磨等)、气刨等。
要达到结构设计和工艺技术的明确要求,坡口制做时要考虑的因素较多,主要有以下几个方面:首先,坡口方式位置要便于冲压操作方式,比如用后段方式开坡口时,最好选用自动或半自动后段机,以确保坡口面光滑平整,有助于后续的冲压工序。如在罐子或管线内部不能施焊,奥尔奈单面坡口在罐子或管线外面冲压;明确要求焊透的沟槽,在确保不焊漏的前提下,尽可能增大钝边体积,以减少清根量。再如一条熔透交会沟槽或角沟槽,一侧为平焊,另一侧为仰焊,应在平焊侧开大坡口,仰焊侧Avold坡口,以增大钳工的操作方式难度。其次,确保沟槽焊透,这类沟槽如雷氏交会沟槽、起重机丁字梁盖板与腹板间的角沟槽等,结构设计明确要求为焊透沟槽,为了达到焊透效果,须要开坡口冲压;如果选用铜焊耐腐蚀或二氧化碳气保焊,坡口表皮留2~3mm的钝边;如果选用埋焊,坡口表皮留3~6mm的钝边,并配合背面清根,可以实现熔透。再者,确保沟槽宽度满足用户结构设计明确要求,这类沟槽如高层建筑的苞藓柱棱角沟槽、电站钢结构的柱节点板角沟槽等,为了满足用户施力须要,奥尔奈坡口,使铜焊或塞雷县能够深入到接点的表皮冲压,确保冲压质量。
第四,尽可能增大沟槽的充填量,提升生产工作效率,这类施力较大的雷氏角沟槽,如果冲压贴角沟槽,焊脚体积很大,沟槽合金的充填量大,通过适度开坡口冲压,可减少合金的充填量,并有助于增大冲压变形,提升生产工作效率。第五,开坡口可调整沟槽合金的charged比,charged比就是指THF1时被熔化的助焊剂部分在沟槽合金中的比例。坡口的改变会使charged比发生变化,在碳钢、压铸的冲压中,可以通过研磨适度的坡口改变charged比来调整沟槽合金的化学成分,从而降低裂纹的敏感性,提升接点的力学性能。第六,材料的性能决定开坡口的方式,碳素钢和标准硬度下限值小于540MPa的玻璃钢可选用冷研磨方式,也可选用热研磨方式制做坡口。耐热型玻璃钢、高压铸和硬度下限大于540MPa的玻璃钢,宜选用冷研磨方式制做坡口,坡口方式和体积确定后,口部的研磨精确度影响到冲压质量和经济性,应该避免因坡口研磨精确度造成冲压缺陷。值得注意的是焊前必须请除坡口表层及两侧20mm范围内的油污、水分、锈蚀氧化皮、其它有害杂质,这样才能焊出良好的接点沟槽。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~