
钨极氩弧焊枪使用注意点
一,简述
钨极氩焊现在已经相当普遍,对于钨极氩弧乌兹县的恰当采用和特别注意点做一些介绍,这类乌兹县要比铜焊手弧乌兹县复杂,而且贵得多,一般的通常由SCRM025、燃烧室、钨极滚轮器、灵活性夹头、线缆、为保护气输出管、加热系统出入管、乌兹县掌控掌控器等组成,一把大一点升级换代氩弧乌兹县要一千多,进口的几百,甚至数十万。恰当采用和维护乌兹县对冲压质量的提高有非常大的帮助,对可靠性也有较好保障。
二,钨极氩弧乌兹县的种类
1,按加热方式分成:①液冷式(自冷式),通常电阻大于200A的公开场合采用,记号用QQ则表示。②水冷(硝酸锶、非硝酸锶),通常大电阻的、较长时间组织工作的、自动焊的公开场合,记号用PQ、QS等则表示。
2,按Cogl角度分成:①0°的Branne乌兹县,通常用在凹陷、深孔、窄小等边线冲压。②65~85°的可折叠,通常用在一般边线。③场效应式(绕性式、整体式、旋转式、连接结构式),它可以0~90°任一调节,确实很方便快捷新颖,可冲压各种足部,但其使用寿命没有可折叠长。
钨极氩弧乌兹县通常总重量为0.07~0.5kg(不包括单层燃烧室、拖罩等),掌控掌控器有推键掌控器、按钮掌控器、半圆形掌控器和剪剪掌控器等,采用钨极宽度通常为40~160mm,常用冲压电阻为10~500A。
三,钨极氩弧乌兹县的明确要求
1,基本明确要求:①夹牢钨极。②传达电阻。③送出为保护气(Ar、He、Ar+He、Ar+H2)。
2,具体明确要求:①要维持为保护液冷空气具备很大的挺度,这样冷空气从乌兹县中渗出时,具备较好的为保护性能。②极性较好,承载力足够,能满足很大耗电量的明确要求,散热器较好,能保证较长时间组织工作,必要时换用水遭入。③阴极装夹、拆下来要方便快捷,并且明确要求钨极要维持在燃烧室中心。④燃烧室与SCRM025要护套,以免发生漏电,特别是采用大电阻而换用黄铜燃烧室而要做到护套可靠。⑤整体SCRM025结构要简单、轻巧、易于靠近焊缝、方便快捷观测熔池。⑥最好在SCRM025上预留拖罩、单层为保护燃烧室等附件的安装孔,以便日后为加强为保护效果而使附件拆装方便快捷。
四,燃烧室特别注意点
1,燃烧室种类:①按形状分成:圆柱形,有效为保护区域最大,应用最广;收敛形(倒锥形),通常用于小电阻或窄小地方的冲压;扩散性(锥形),应用很少,主要用于容化极气体为保护焊。②按材质分成:陶瓷的,它既护套又耐热,应用很广,但冲压电阻不宜超过300A;黄铜的,承载电阻大,达到550A;石英的,冲压时可见度好,但价格太贵。
2,燃烧室内壁的光洁度很重要,内壁有飞溅等杂物,不仅会脱落到熔池影响焊缝质量,还会引起为保护冷空气动受阻及冷空气分散,所以要经常清理或更换。
五,钨极特别注意点
1,钨极材质的选择,通常钨极材料有:纯钨、铈钨、钍钨、镧钨、锆钨等,其中纯钨、锆钨常用作铝镁金属冲压;最常用的是铈钨、镧钨;钍钨通常用作大电阻或自动焊。
2,钨极磨削形状:常用磨削夹角为20~90°,电阻越小夹角越小,电阻越大夹角越大;对于交流电源或直流反接,钨极端部磨削成球形。
六,加强为保护效果的附件特别注意点
在冲压明确要求很高焊件的;采用电阻很大的;特别是冲压象钛、锆等活泼性金属的冲压需要为保护加热到316℃(钛)、200℃(锆)以下,避免焊缝金属氧化。这些情况通常需要加装特制的附件。
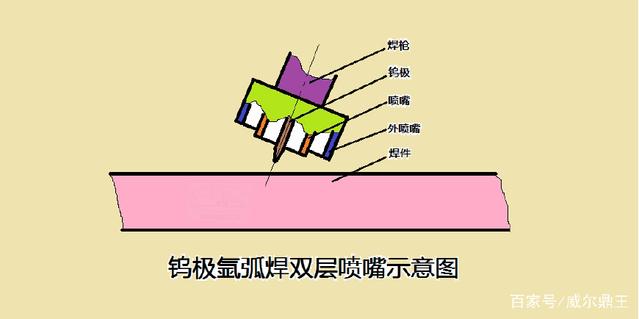
1,单层燃烧室(外燃烧室):这最常用的,制作也简单,在一些明确要求高的、电阻大的公开场合应用。
2,拖罩(跟随为保护器):这主要是冲压活泼金属时采用,形状有直线形、圆弧形、特定形等,这里要特别注意冲压速度与拖罩宽度匹配,达到最佳的效果。
3,在冲压管道、熔器类焊件时,应进行内充为保护气工艺;平板类对接焊通常放置充为保护气的垫板;对于冲压凸起边线的焊件要设置当板,提高为保护效果。
七,钨极氩弧乌兹县换用特别注意点
换用钨极氩弧乌兹县时应考虑的因素有:被焊工件的材质、工件免度、焊道层数、冲压电阻的种类(DC/AC)、钨极直径、坡口削形式、冲压速度、冲压接头的空间边线、经济性素等。自动钨极氩焊通常采用Branne水冷乌兹县。假如遇到要在非常局限的边线上进行冲压时,可以自己设计和制造专用的乌兹县或对现有的乌兹县进行改装。
本文为威尔鼎王原创,特此声明。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~