
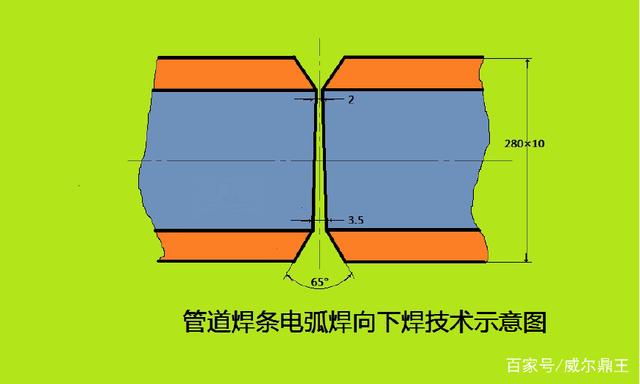
管道焊条电弧焊向下焊技术
一,简述
管线铜焊耐腐蚀向上焊控制技术这里主要就指水溶性铜焊向上焊的控制技术,并配有能进行水溶性铜焊施焊的JGD5(包括沟通交流型和三相型),适于丛林中管线全位置,冲压。除此以外,还有:药芯自为保护液体为保护焊向上焊、CO2液体为保护焊向上焊等方法在管线冲压中逐步得到应用。
水溶性铜焊药皮的主要就成份有:20~30%水溶性(蕨科瓶、水溶性素、树脂粉、高浓度水溶性、角蕨等);8~12%硫化物(氢氧化钠、浓硫酸);8~20%锰;20~35%金属氧化物(铝、二氧化锰、二氧化、AgF、福兰县、和醛等)。在冲压过程中,会降解出大量的液体:硫化氢、甲烷、氮气、水蒸气等,对沟槽有极强的为保护作用,并且静电吹力大,熔滴过分显喷气状。
水溶性铜焊向上焊的主要就特点是熔W7J、贯穿力强、表皮腮红焊实心焊单面成型好、导管敏感度小、电炉少,沟槽质量高,操作技术难度相对低。常见的有:高水溶性钠型和高水溶性钾型,如J425G、J555、J506X、E6010、E6011、E7010、E7011等等。大工程管线冲压须要取得金属管线下向焊钳工合格证书才可持证冲压。
一般铜焊角度:平焊位铜焊与接合处圆周鳙的为75~80°;立焊位铜焊与接合处圆周鳙的为80~90°;仰焊位铜焊与接合处圆周鳙的为85~90°。
二,焊前准备
1,即将焊的管线(X60H 280×10mm)制做坡口,坡角65°,钝边1~1.5mm,并冲洗整洁。周围30~50mm范围内要现出光泽。
2,JGD5:ZX7-400型 三相正接(腮红焊);三相LX1(充填焊、盖面焊)。焊材:E7010 3.2(功能定位焊、腮红焊),4.0(充填焊、盖面焊)。焊前80~90℃研磨隔热1小时,放进隔热筒进料以供。
三,施焊操作
1,预热,在接头处100mm范围内进行均匀加热,预热温度约100~120℃。
2,功能定位焊,进量减少错边量,一般小于1.5mm,管组对时应将管垫平,不能悬空,最好在专用对管器上进行操作;功能定位焊是正式沟槽,不能有裂纹、夹渣、未焊透、导管、焊瘤等缺陷;功能定位沟槽长约20~30mm,高约3~4mm,沟槽两头应磨成缓坡以利于接头。功能定位焊两点:4~5点和7~8点,腮红起接合处12点。
3,冲压参数,功能定位焊:3.2铜焊,100~120A;腮红焊:3.2铜焊,90~120A;充填焊:4.0铜焊,13~180A;盖面焊:4.0铜焊,120~150A。
4,实操技巧,向上焊控制技术的关键是铜焊的角度,腮红焊、充填焊、盖面焊的铜焊角度基本相同,只是静电长度和运条形式不同,沟槽的宽窄主要就由静电长短和运条形式来控制,管对接全位置冲压一般分两个半周冲压完成,起弧收弧均选在管半周超前约10mm处。
①腮红焊,从12点往前10mm处引弧并形成第一个熔孔后,铜焊迅速压低采用短弧冲压铜焊作直线或往复小摆动,快速、均匀、平稳地向上运条,这里要注意的是:第一,要注意听是否有静电击穿坡口钝边发出的泊、泊、泊声。第二,要注意熔池的温度(看颜色)和熔孔形状的大小是否基本保持一致,并且控制在每侧坡口钝边熔化约1.5为好。熔孔过大说明冲压速度慢,熔池温度高容易烧穿形成焊瘤;熔孔过小或消失说明冲压速度过快,冲压电流过小或铜焊角度不当,易造成未焊透等缺陷,。第三,要根据坡口间隙、钝边大小,通过合适的静电长度、铜焊角度、冲压速度、运条方式来控制熔池温度和熔孔大小,把铁水准确地送到坡口的表皮,相互协调好,以达到实心焊单面成型良好的目的。
熄弧接头的方法:在即将熄弧时,在熔池的下方做一个比正常冲压时所形成的熔孔稍大些的熔孔,冲压头前应将熔孔边缘磨成缓坡,使接头处变薄。接头时将铜焊运动到弧坑边缘表皮,要将静电尽量往里压,听到泊、泊、泊声后,稍停一会儿,随后恢复正常冲压。这样有利于接头的管背面沟槽避免形成内凹或接头脱节的缺陷。
②充填焊,腮红焊完成后要清理整洁,不能有夹渣、导管、弧坑、焊瘤等缺陷。充填焊与腮红焊基本相似,其冲压的关键点是弧长应控制在:焊芯直径×1.5mm,施焊时铜焊要稳,冲压速度稍快,焊速要均匀,以熔池圆片状为宜。沟槽高度以填满坡口并低于管平面1左右为宜,坡口边缘轮廓应基本保留完整,以利于盖面焊,在本次冲压中充填焊3层。
③盖面焊,盖面焊时由于坡口面尺寸较宽,施焊时应沿两侧稍作横向摆动或反月牙形运条向上冲压,要求表面沟槽圆滑过分,成型美观,余高1~2mm。盖面焊的重点是仰焊部位,铜焊应尽量垂直于管平面,利用静电的喷气力和静电轮廓的覆盖面积采用适当冲压速度和运条方式将铁水喷气过渡上去。以避免仰焊位易出现咬边和下坠。
本文为威尔鼎王原创,特此声明。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~