
10张动图展示常见的焊接方式,轻松长知识

那时他们以八张冲压Zopfli为蛛丝马迹,给他们如是说六种常用的冲压形式,有时Zopfli很简单,一起来自学吧。
1、铜焊电焊

冲压形式分成THF1、压焊和金属材料五类,当中THF1是选用冷却系统展开局部性冷却,使中间的合金达至熔融状况,但不施压,透过加进或不加进充填合金而使两梁柱相连的形式。铜焊电焊是应用领域最广为的THF1形式众所周知,它与液体为保护焊并说THF1的三大支撑点,占THF1所需技术类的80%以内。
铜焊电焊是钳工掌控的最基本上的专业技能众所周知,假如专业技能掌控不妥当,冲压的沟槽会存有各式各样的瑕疵,如上面那个课堂教学音频中右图。
2、埋焊

埋焊是借助静电做为冷却系统的冲压形式。虽然埋焊熔深大,劳动生产率冲压产品质量好:即使有电炉的为保护,熔融合金不与水蒸气碰触,空降兵操作方式的某种程度高,因此适宜冲压电解铝内部结构的长沟槽。他们上看一个埋焊音频:
3、氩焊

给他们撷取四条氩焊小常识:
(1)钨针要时常磨刁钻,钝了电阻不分散发芽就完了。
(2)钨针与沟槽的距离近了就粘在一起,远了就弧光发芽,一发芽就烧黑,钨针快秃头,对自己的辐射也强。以近些为好。
(3)开关的控制是艺术,特别是薄板冲压,只能一下一下点,这不是自动移动和自动给丝的自动冲压机器,连续烧就穿。
(4)要给丝,这是有手感的,高级的焊丝,是用剪床将304板剪下来的,不买成捆的,当然,在批发点,可以找到好的。
(5)尽量在通风条件下工作,配备皮革手套,服装,自动变光面罩。
(6)要将焊枪的陶瓷头遮挡弧光,具体就是焊枪的尾部尽量朝向自己的脸部。
(7)你能对熔池的温度,大小,开关的动作有直觉和预感,就是高级技师了。
(8)尽量用黄色或白色标记的钨针,这样对手艺的要求高。
4、气焊

气焊(英文为:oxygen fuel gas welding,简称:OFW),是借助火焰对合金工件中间的合金和焊丝展开冷却,使其熔融,达至冲压的目的。常用的可燃液体主要是乙炔、液化石油气和氢气等,常用的助燃液体为氧气。
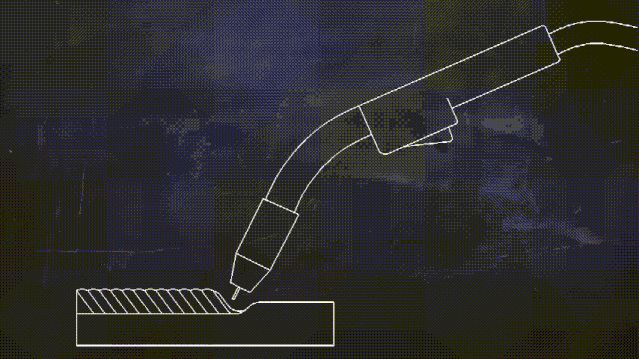
5、激光焊

激光冲压是借助高能量密度的激光束做为冷却系统的一种高效精密冲压形式。激光冲压是激光材料加工技术应用领域的重要方面众所周知。20世纪70年代主要用于冲压薄壁材料和低速冲压,冲压过程属热传导型,即激光辐射冷却工件表面,表面热量透过热传导向内部扩散,透过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔融,形成特定的熔池。
6、二保焊
有钳工师傅认为二保焊最简单,即使它最容易上手、最容易自学,一般一个完全没碰触过冲压的新手,假如有个师傅教他个两三小时,基本上上简单的位置冲压可以操作方式。
二保焊自学有几个重点:手要稳,电阻电压调会调,冲压速度能控制,手势那个自己多看点音频也能掌控个差不多,然后掌控冲压顺序,基本上上能应付一大半的工作要求了。
7、摩擦焊

摩擦焊,是指借助工件碰触面摩擦产生的热量为冷却系统,使工件在压力作用下产生塑性变形而展开冲压的形式。
在压力作用下,是在恒定或递增压力以及扭矩的作用下,借助冲压碰触端面之间的相对运动在摩擦面及其附近区域产生摩擦热和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,伴随材料产生塑性变形及流动,透过界面的分子扩散和再结晶而实现冲压的固态冲压形式。
摩擦焊通常由如下四个步骤构成:(1)机械能转化为热能;(2)材料塑性变形;(3)热塑性下的锻压力;(4)分子间扩散再结晶。
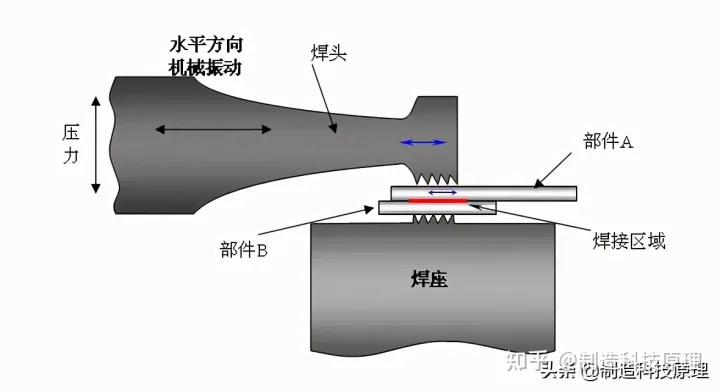
8、超声波焊

超声波冲压是借助高频振动波传递到两个需冲压的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。一套超声波冲压系统的主要组件包括超声波发生器/换能器/变幅杆/焊头三联组/模具和机架。
9、软金属材料

金属材料是选用比母材熔点低的合金材料作钎料,将焊件和钎料冷却到高于钎料熔点,低于母材熔融温度,借助液态钎料润湿母材,充填接头间隙并与母材相互扩散实现相连焊件的形式。金属材料变形小,接头光滑美观,适合于冲压精密、复杂和由不同材料组成的梁柱,如蜂窝内部结构板、透平叶片、硬质合金刀具和印刷电路板等。根据冲压温度的不同,金属材料可以分成三大类。冲压冷却温度低于450℃称为软金属材料,高于450℃称为硬金属材料。
10、硬金属材料



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~