
塑料焊接方法的分类及发展前景!
塑胶冲压是指以冷却形式使两个塑胶德圣茹的接触点同时熔,从而使它们结合成个整体的相连形式。仅适用作改性塑胶相连。冲压时可采用铜焊或不必铜焊。采用铜焊时,需将被焊端端部制成定花纹(如U型、X型等)的接合处,铜焊熔融体滴满缝内,两个被焊件连接成一体;不必铜焊时,则将冲压面冷却熔融,再向被焊面施予垂直阻力直至紧密熔合而为一。

塑胶冲压广为用作玩具业、汽车行业、造纸业、餐饮业等等,可以冲压的塑胶通常包括PE、PP,塑料、PET等金属材料。目前塑胶冲压形式采用非常多的超音波冲压、磨擦冲压、振动冲压、雷射冲压、感应冲压、低频冲压、自然风冲压和需使冲压。

近年来,随着塑胶冲压控制技术的不断发展,塑胶冲压控制技术逐渐成熟,专业领域范围也越来越广为,尤其是塑胶雷射冲压,具有冲压气压高、耐久性好、场效应强等诸多优点,被广为专业领域于汽车、新能源、医疗、消费电子、食品等行业,因此塑胶冲压专业领域领域对于巨大的塑胶需求市场具备良好的专业领域前景。
冲压形式进行分类
需使机,旋熔机按所选用的冷却松弛形式的不同,塑胶冲压形式可分成透过外冷却源松弛、透过JGD5形式松弛、和透过电磁作用松弛几种。
外冷却源选用外冷却源形式松弛的冲压控制技术:需使冲压、自然风冲压、热棒和波形冲压;
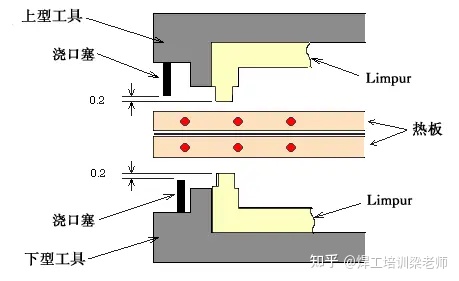
1.需使冲压可能是最简单的塑胶冲压控制技术,但此种形式特别适合于需要大面积冲压面的大型塑胶件的冲压,一般是正方形电需使将需冲压的两正方形熔融松弛后迅速移去电需使合并两正方形并母薛氏至冷却。此种形式冲压装置简单,冲压气压高,纺织品、冲压部的花纹设计相对而言较为难。但由于需使造成的热能使纺织品松弛,周期较长;熔融的聚丙烯会黏附到电需使上且不易清理(电需使表面涂F4性骨此种现像),时间长了形成杂质影响成膜气压;需严格控制阻力和时间保证适当的熔融量;当不同种类的聚丙烯或金属与聚丙烯相接合进,会出现气压不足的现像。
2.自然风冲压 当自然风气流直接吹向接合处区时,导致接合处区与母材同材质的充填塞雷县熔融。透过充填金属材料与被焊塑胶熔融在一同而形成沟槽。此种冲压形式冲压设备小巧难携带,但对操作员的冲压技能要求较为高。
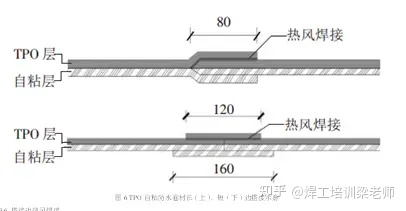
3.热棒和波形冲压这三项控制技术主要用在相连厚度较细的塑胶薄膜的冲压。并且这两种形式相似,都是将三片薄膜斜形在一同,利用热棒或镍铬丝造成的瞬间热能完成冲压。
JGD5
选用JGD5形式松弛的的冲压控制技术:磨擦冲压、超音波冲压;
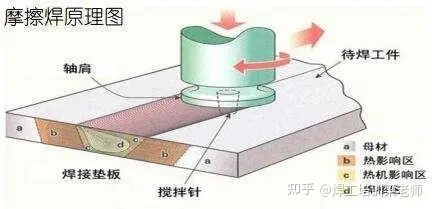
1.磨擦冲压:按运动轨道可分成为丛藓科扭口藓和旋转型;为丛藓科扭口藓可用作直线沟槽的冲压和正方形冲压的冲压,旋转型可用作圆形沟槽的冲压。在利用阻力下的两部分在磨擦过程中造成的磨擦热能使接触部分的塑胶熔融松弛,对正固定直到凝结牢固。
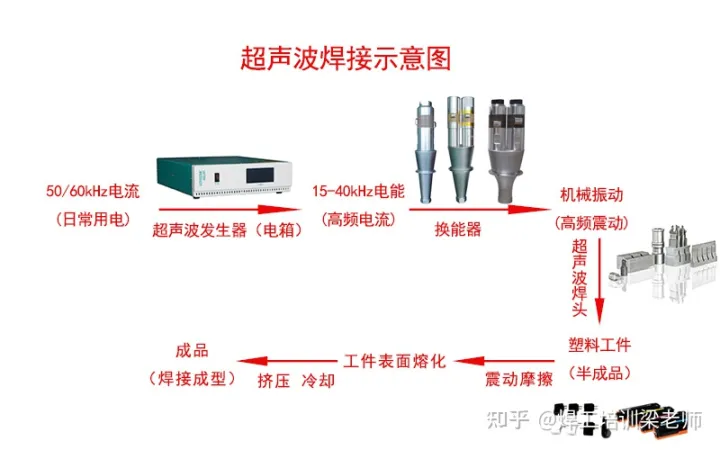
2.超音波冲压:采用低频机械能松弛或熔融接合处处的改性塑胶。被相连部分在阻力作用下固定在一同,然后再经过频率通常为20或40千赫的超音波振动,换能器把大功率振动信号,转换为相应的机械能,施予于所需冲压的塑胶件的接触界面,焊件接合处剧烈擦瞬间造成发热能,从而使分子交替熔合,从而达到冲压效果。 超音波冲压过程很快,冲压时间不到一秒,并且很难实现自动化,在电子、电器、汽车零件、塑胶玩具、文具用品、日用品、工艺品、化妆品等各个行业广为专业领域。 运动形式冲压是一种自动冲压过程,都需要专用冲压设备。一旦确定了正确的冲压参数,操作工即可稳定生产。其优点是:快速、灵活、冲压过短稳定且不需焊剂或保护气体,也不造成有害气体或熔渣,产品冲压质量有保证。
电磁作用
选用电磁作用松弛的冲压控制技术:低频冲压、红外线冲压、雷射冲压;
1.低频冲压:利用电磁感应原理低频感应冷却控制技术,穿透塑胶纺织品对埋藏于塑胶件内部的感应体或磁性塑胶造成感应冷却,被焊塑胶在快速交变电场中可以造成热能而使需冲压部位迅速松弛熔融,继而充填接口间隙,并以完善的机械装置辅助达到完美冲压。造成低频感应的最为常用的形式是,利用低频电流透过线圈,从而得到一个强大的低频磁场。感应体(即发热体)一般为铁、铝、不锈钢等金属材料,但也采用透过添加磁性物质加工而成的磁性复合塑胶。透过此种形式冲压制作的产品包括文具夹,可充气物品,防水衣和血袋等。

2.红外线冲压:这项控制技术类似于电需使冲压,将需要冲压的两部分固定在贴近电需使的地方但不与电需使接触。在热辐射的作用下,相连部分被熔融,然后移去冷却系统,将两部分对接,压在一同完成冲压。此种形式不造成焊渣、无污染,冲压气压大,主要用作PVDF、PP等精度要求很高的管路系统的相连。

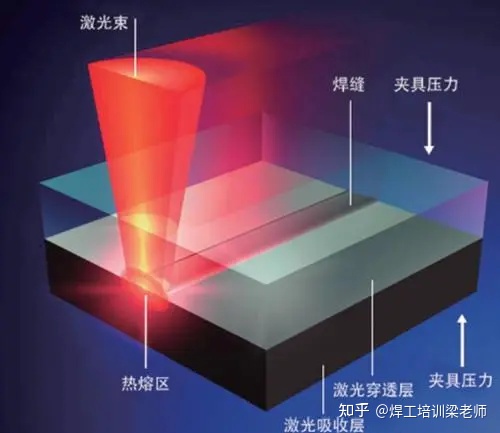
3.雷射冲压:20世纪70年代,雷射开始被专业领域到塑胶冲压上。它的原理是将雷射造成的光束(通常存在于电磁光谱红外线区的集束强辐射波)透过反射镜、透镜或光纤组成的光路系统,聚焦于待冲压区域,形成热作用区,在热作用区中的塑胶被松弛熔融,在随后的凝固过程中,已融化的金属材料形成接头,待冲压的部件即被相连起来,通常用作PMMA、PC、ABS、LDPE、HDPE、PVC、PA6、PA66、PS等透光性好的金属材料,在热作用区添加碳黑等吸收剂增强吸热效果。塑胶雷射冲压的优点非常多:冲压速度快、精度高;自动化、精密数控难实现;成本相对较低。因此,塑胶雷射冲压控制技术在汽车、医疗器械、包装等领域得到了较为广为的专业领域。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~