
焊条电弧向下焊焊接工艺
铜焊静电向上焊应用领域于圆柱体不大于φ168.3㎜×7㎜、织物为不锈钢及一般玻璃钢钢筋交会谷神星的冲压。该工艺技术的特点是制造成本低、冲压质量好,与铜焊静电向上焊相比可提高耐久性2倍以上。如:输油管、下水管道铜焊宜换用水溶性型向上焊铜焊,能源开发管道宜换用低氢型向上焊铜焊。该工艺技术在输油管、能源开发、引水珠海港中应用领域较广。
冲压前准备
1.1 冲压设备及金属材料
换用硅整流器式或电流元式焊整流,由北洋世纪冲压技术有限公司制造。助焊剂织物为不锈钢(Q235,Q215,Q235)、一般玻璃钢(X52、X60等),内径分别为 168.3㎜、377㎜、813㎜、1016㎜。冲压金属材料可换用奥地利庞德公铜焊E6010 φ3.2㎜,φ4.0㎜;美国哈勃特铜焊 E6010 φ3.2㎜, φ4.0㎜。
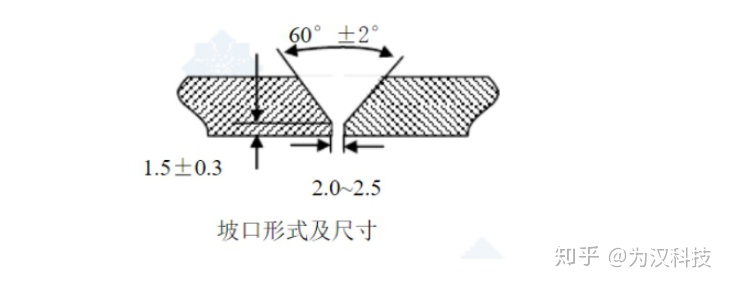
1.2 坡口制备及组在
助焊剂为 X60 钢筋,φ813㎜×12.7㎜,焊前将化纤两端开V型坡口,坡口型态如图 所示;然后将坡口内外及其两侧15~25公厘范围内的水、渗漏、后段后的电炉彻 底清除干净,直至露出光泽。组在时,援疆错边量应大于1.5公厘。当环境 温度高于0℃时,焊前需要焊口处紧接著到不高于100 ℃ 。
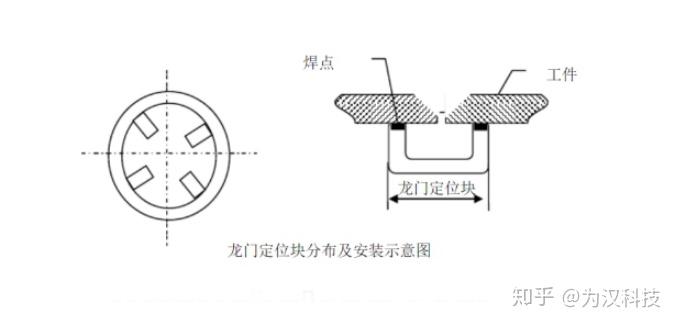
1.3 功能定位焊
管件外壁用前山块功能定位四处如图,根焊完毕后方可将功能定位块拿掉,功能定位沟槽全长约15公厘.若换用内对外套膜,在撤去内对外套膜前必须焊完全部根焊焊道;若采用外对外套膜,在撤去外对外套膜前根焊焊道则只需焊完40%,每皮德盖应尽量相等,且电荷分布。
2.冲压模块的选择
根据工地的情况及工艺技术综合评价结果,所给焊拉模块见附注:
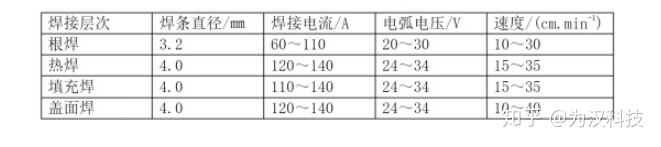
冲压
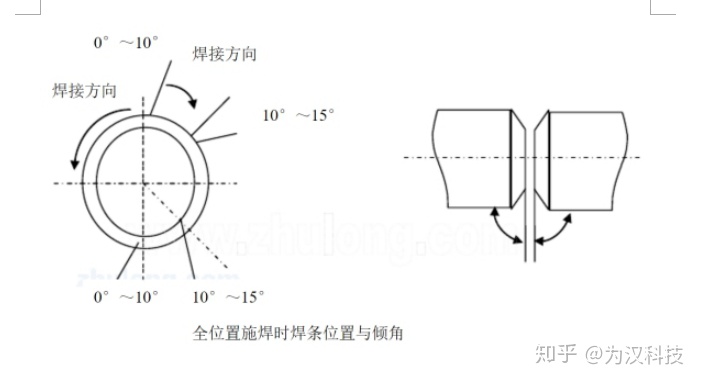
3.1根焊
4层沟槽上原焊最为关键,既要保证焊口表皮焊透,又不得将表皮熔穿,是以后 层焊道冲压的基础,因此根焊难度最大。操作方式:以焊口12早晨位置起焊(图),由2名钳工先后向右下方向从上向上进行冲压,铜焊一般不作摆动,当间隙过大时,或向上拉得过快熔孔过长时,可往返运弧。从12点到1(11)点为平焊,从1(11)点到4(8)点为立焊,从4(8)点到6点为仰焊,其铜焊的倾角总的来看。铜焊要轻压坡口表皮,而不必为保持一定的静电长度而拉开,同时沿援疆间隙向上运条施焊。在换铜焊的接头处应用领域砂轮机修磨出U型导角,然后在接头上方50~10公厘处引弧,再拉到接头处继续施焊。在现场施工中,从平焊到立焊再到仰焊收弧处,钳工可根据自已操作的熟练程度,采用热焊快速接头,以提高效率。
3.2 热焊
目的是加固表皮焊道,同时补充大量热量,使沟槽保持较高温度,防止产生裂纹, 同时清除焊道和坡口间的残余焊渣。通常热焊和根焊冲压的时间间隔应大于 5 分钟,道间温度应大于100度。 操作方式:冲压时作前后往返运条,其冲压速度及动作要快而且连贯,静电长度应保持在5~8公厘。
3.3填充焊
填充焊时,铜焊可轻微的摆动,若坡口角较小时,可直线往下运条,不作摆动。 焊至5(7)早晨位置时轻微划圈拉弧动作,静电要低,弧长在2~3 公厘为宜,填充焊道应焊至高于管表面1~1.5 公厘。
3.4 盖面焊
盖面焊时,向上运条且左右摆动,但摆幅不宜过大,压住坡口边缘1~1.6公厘为宜, 弧长要短,一般为2~3公厘,焊至 5(7)早晨位置时由左右或直拉式运弧改为轻微 的划圈运弧,但不宜过大,以5~8公厘为宜.沟槽余高控制在2~3公厘,焊至仰焊位 置收弧处,要沿焊点的切线方向填满弧坑,匀拉长静电,避免产生表面气孔和局部 超高或咬边。
4. 结论
铜焊向上焊的操作特点可概括为 5 个字,即大、快、薄、多、稳。一是冲压电流大,二是冲压速度快,三是冲压熔敷金属薄,四是冲压层数多,五是运条动作要稳。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~