
“镜面焊”,原来是这样练成的
镜片焊,原本是这种练就的
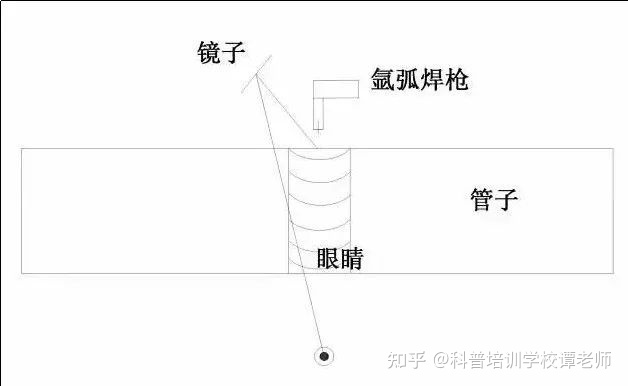
镜片焊冲压技术,就是依据镜片成像基本原理,在裸眼难以检视到的焊口边线附近放置一面台灯,透过检视台灯内的硝酸锶来掌控冲压操作方式的一种方式。
二目地
在超反应器煤炭机组塔形炉加装操作方式过程中,由于模块管排数量大,管排节距小,焊口的局部边线裸眼难以检视到,给焊口的冲压带来了意料之外的十分困难。必须选用特殊的镜片焊冲压方式进行冲压。本成果透过研究镜片钳工艺技术,制定了专门的镜片焊冲压操作方式专业培训方案,利用结构设计制做的专供镜片焊练演示架、冲压专供镜对钳工进行镜片焊冲压专业培训,使之掌握裸眼难以检视到焊口的冲压方式,确保焊口优良的内在产品质量、外观产品质量。同时丰泓冲压顺序,提高管理效率,缩短塔形炉的加装工程进度,解决塔形炉的加装速度快的关键点。
三核心技术
根据镜片焊的基本原理及使用的便利性,同时为了避免在冲压操作方式过程中台灯在高温下碎裂,研制了十分困难边线冲压专供镜。冲压专供镜是由TNUMBERHOYA钢制和耐热电磁铁组合成。透过一根瓦楞纸板翅茎与一块强电磁铁相连。镜片与翅茎透过曲柄连接,可360°旋转,方便快捷冲压。
透过对锅炉设计图的研究,结构设计制做了专供的镜片焊练演示架,以确保钳工的练自然环境接近前述冲压的自然环境。
在前述冲压操作方式过程中,由于管排节距实在太小,定制了可以360°改变乌兹县视角的瓦楞纸板氩弧乌兹县,根据现场的具体冲压边线和障碍,弯曲乌兹县摇杆和焊嘴间的视角,让钳工握枪的科跃蛛属放在一个可以操控的边线,使得冲压作业能顺利开展。
四冲压工艺技术
1、焊前准备
焊口雕琢及援疆 钝边尺寸掌控在0.5-1.0mm,易于钳工掌控冲压温度,降低钳工腮红的难度,确保获得charged良好的表皮沟槽。当氩弧焊腮红选用中用丝法时,援疆间歇应掌控在2.8-3.0mm间,既方便快捷冲压操作方式过程中透过沟槽间歇检视硝酸锶,又避免因间歇过大,造成仰焊边线表皮凸起,平焊边线焊瘤。当选用外加丝法时,援疆间歇应掌控在2.0~2.5mm间。援疆时,错口值严禁小于壁厚的百分之三十。偏转程度严禁小于1/200。
台灯的放置 在开始镜片焊前,首先要放置好台灯的边线,一般要达到两个要求,其一要易于裸眼透过台灯的反射检视沟槽的硝酸锶状况,其二要不影响氩弧乌兹县的边线放置和冲压操作方式过程中乌兹县的行走、摆动。
2、腮红层的冲压
低碳钢 镜片焊冲压方式援疆低碳钢的边线与普通焊口是不同的,最佳的低碳钢边线是各偏离平焊边线勒富瑟雷县的两侧,这种低碳钢的好处是在氩弧焊腮红操作方式过程中,裸眼视线能方便快捷地透过平焊边线的援疆间歇检视沟槽硝酸锶。
腮红焊,个别边线的冲压可选用中用丝焊法。焊丝透过正面的坡口间歇向电弧燃烧处进行送丝。腮红层的冲压,仰焊(6点钟)部位冲压是最易出现缺陷的部位。冲压开始时,从仰焊部位引弧,先不加焊丝,待坡口表皮熔化后,将焊丝轻轻地向硝酸锶送,到达坡口表皮,以确保背面沟槽的高度和表皮charged良好。
冲压操作方式过程中,裸眼可以透过援疆间歇检视表皮的成形情况,同时检视镜片中电弧的燃烧情况和外观成形,当焊至立焊时收弧。
冲压操作方式过程中,一方面要注意硝酸锶温度,避免产生焊瘤和未焊透,冲压时严禁将沟槽两侧的坡口线破坏,以易于盖面时获得良好的沟槽直线。另一方面,钳工要全身心地投入到镜片的反景之中,焊丝弯曲的弧度要易于送丝,乌兹县视角要根据镜片中电弧的情况适时调节,避免乌兹县视角过倾使电弧过长,避免未焊透、气孔等缺陷的出现。
在冲压操作方式过程中,仰焊部位的冲压接头,必须用裸眼在笔式手电筒的照明下检查接头状况,确保氩弧焊腮红的产品质量。氩弧焊腮红沟槽表皮检查完成后,外表也必须严格检查,检查的主要内容是沟槽与母材的熔化是否良好;沟槽在轴向方向宽度要尽量保持一致,为填充层冲压创造良好的条件,降低在填充层冲压时的钳工操控难度。另外,冲压操作方式过程中沟槽表面产生的氧化物在填充前必须清除,否则易产生夹渣。
3、填充层的冲压
氩弧焊腮红结束后,进行层间沟槽的填充。首先选择好钳工的操作方式边线,演示好乌兹县的运行轨迹;然后固定台灯,并调节好镜片的视角;焊丝也必须结合具体的冲压边线和沟槽的弧度,适当拗曲变形,既易于拿焊丝的手选择相对开阔的边线,动作灵活,容易将焊丝送抵硝酸锶,又可以避免焊丝干扰钳工的视线。
在冲压操作方式过程中,弧光透过台灯的反射非常强烈,钳工很难看清楚钨极,送丝时焊丝很容易与钨极碰撞,钨极尖头形状变形,影响电弧的稳定性。所以冲压操作方式过程中焊丝必须紧贴沟槽,以避免焊丝与钨极的碰撞。
4、盖面层的冲压
盖面层冲压前,首先检查填充沟槽的表面成形,清理附着在沟槽表面的氧化物,直至沟槽在周向和轴向达到平滑与均匀,为盖面创造最好的条件。
盖面层冲压时,应以两侧坡口线为基准线,保持好沟槽的直线度,以获得良好的沟槽外表成形。尽量避免在镜片焊处出现冲压接头,避免冲压缺陷的产生。
在钳工专业培训操作方式过程中,初期主要是为了让钳工适应镜片焊的特殊性,转变反向思维,练手、脑的配合与协调,可以先用普通材质的管材进行练。经过10天左右的专业培训,使手与脑达到有效的协调,才能基本掌握镜片焊的施焊技巧。因为镜片焊焊口的返修非常十分困难,没有高的合格率就会影响工程的进度。所以,钳工练的焊口要在外观及内在产品质量均能连续几天都达到100%合格的时候才可上岗。

一、钳工操作方式证分类:
1、熔化冲压与热切割作业:指使用局部加热的方式将连接处的金属或其他材料加热至熔化状态而完成冲压与切割的作业。适用于气焊与气割、焊条电弧焊与碳弧气刨、埋弧焊、气体保护焊、等离子弧焊、电渣焊、电子束焊、激光焊、氧熔剂切割、激光切割、等离子切割等作业。
2、压力焊作业:指利用冲压时施加一定压力而完成的冲压作业。适用于电阻焊、气压焊、爆炸焊、摩擦焊、冷压焊、超声波焊、锻焊等作业。
3、钎焊作业:指使用比母材熔点低的材料作钎料,将焊件和钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间歇并与母材相互扩散而实现连接焊件的作业。适用于火焰钎焊作业、电阻钎焊作业、感应钎焊作业、浸渍钎焊作业、炉中钎焊作业,不包括烙铁钎焊作业。

根据《国家总局第30号令》规定凡是从事特种作业人员都必须持证上岗,也就是说从事冲压的特种作业人员,必须考取钳工证以后方能上岗!而我们考的最多的、最实用的便是《熔化冲压与热切割作业》
二、钳工证报名条件:
1、年满18周岁且符合相关工种规定的年龄要求;
2、经医院体检合格且无妨碍从事相应作业的疾病和生理缺陷;
3、初中及以上学历;
三、钳工证报名资料:
1、身份证复印件1份
2、本人照片1张(大小不分、底色不分)
3、初中或初中以上学历证1份(没有毕业证可提供户口册本人信息页)
4、个人健康承诺书1份(学校提供,本人签字按手印)
5、钳工制证申请表1份(学校提供,本人签字按手印)
四、考试形式:
本人参考、单人单桌、理论实操均为机考,及格均分为80分
(注:钳工复审只考理论不考实操)


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~