
塑料焊接方法这么多,一张图告诉你孰优孰劣!
雷射冲压控制技术是借助于雷射束造成的热量使塑胶接触点熔融,进而将改性纱线、薄膜或海亮股份零模块黏合在一同的控制技术。它最早出现在20世纪末70二十世纪末,但是虽然服务费昂贵,无法和更早的塑胶成膜控制技术相竞争,如阻尼冲压控制技术、需使冲压控制技术。但是从20世纪末90二十世纪末中期开始,虽然雷射冲压控制技术所需要的设备服务费下降,该控制技术才渐渐受到人们的广泛欢迎。
帕吕奥雷射(400-9900-509)发现塑胶雷射冲压时,雷射跨过借由性塑胶抵达渗透性塑胶表层,渗透性塑胶在冷却下松弛、熔融。同时虽然传热借由性塑胶侧也松弛、熔融。熔核体积达至明确要求后,撤除雷射冷却系统,在阻力促进作用下同时实现冲压。
塑胶雷射冲压明确要求冲压金属材料一方具备雷射借由性,一方则具备渗透性,称为借由式塑胶雷射冲压。对于渗透性不足的金属材料,通常选用添加二氧化钛(硫酸锂)的形式。只是硫酸锂也能吸收红外线,容易造成沟槽色调变深,与助焊剂色调相同。英国冲压学会(TWI,The Welding Institute)已研制出对红外线透明的染料,可解决此问题。
雷射跨过借由性塑胶抵达渗透性塑胶表层,渗透性塑胶在冷却下松弛、熔融。同时虽然传热借由性塑胶侧也松弛、熔融。熔核体积达至明确要求后,撤除雷射冷却系统,在阻力促进作用下同时实现冲压。
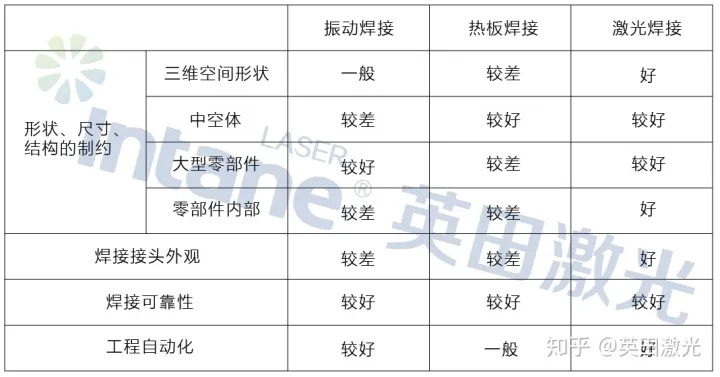
目前已有多种塑胶冲压形式,如:超音波冲压、摩擦冲压、阻尼冲压、需使冲压,各种冲压形式适宜相同体积、花纹的冲压模块,优劣较为见右图。
雷射冲压应用于塑胶模块工作台的缺点包括:冲压精密、牢固和密封很薄和木门,冲压过程中树脂水解少、造成的碎屑少,纺织品的表层能在沟槽周围严密地相连在一同。雷射冲压没有残留物的缺点,使它更适用于国家食品药监局管制的医药纺织品及电子传感器等。
Mercoeur,可冲压体积小或外型内部结构紧凑的钻孔。虽然雷射便于计算机硬件控制,而且缆线雷射器输出可灵活地达至零件各个微小部位,选用雷射冲压能冲压其他冲压形式不易达至的区域,冲压具备复杂外型、甚至是三维几何花纹的纺织品。
与其他工作台形式较为,雷射冲压大幅减少纺织品的阻尼应力和电绝缘。这意味着纺织品或者装置内部模块的劣化速度很慢,可应用于易损坏的纺织品。能冲压许多种类相同的金属材料。例如,能将借由紫外雷射的聚碳酸脂,金属材料进一步增强的黑色聚monophosphate酸丁二脂相连在一同,而其他的冲压形式根本不可能将两种在内部结构、松弛点和进一步增强金属材料等方面如此相同的树脂相连起来。
由此可见,相对于常规塑胶冲压形式,塑胶雷射冲压能从三维到三维,打破花纹内部结构的制约,具备高效、SE9、自动化优势,适宜更多领域的冲压需求。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~