
塑料激光焊接应用
随着绿色生态节能环保经营理念在全球工业生产中的贯彻以及生产成本控制方面的考虑,塑胶作为一种操控性优异的生质非合金金属材料,被日益广泛地应用领域在各行业的零组件设计、制造上,现代的合金组件越来越多地被拥有同样工作操控性的塑胶组件替代,同时对塑胶零件间的冲压连接控制技术和冲压产品质量也提出了更高的要求,这些变化为雷射冲压控制技术在塑胶金属材料领域的应用领域提供了契机。
现代塑胶冲压常用的方法
1、超音波冲压
超音波冲压法通过机械低频阻尼而逐步形成黏合处。待装配的组件加压滚轮于振荡焊头和一般来说焊头间,接着与接触点呈锐角,接受振幅为20~40KHz的超声阻尼。交替式低频应力在黏合处界面处造成热能,从而逐步形成不错的冲压效果。
由于而此工艺控制技术的辅助工具十分昂贵,因此,适宜在生产量较大时选用。专业领域主要包括在多头机上冲压医疗器材所用的管路和筛查程序、盒体、汽车组件、微波炉机壳等。
2、磨擦冲压
改性塑胶磨擦冲压(也称作转动冲压)与合金冲压的原理相同。在这种冲压工艺控制技术中,将一片片板材一般来说,另一片片板材以大列佩季哈区的角速率转动。当组件压拼在一起时,磨擦热导致树脂熔融,加热后即逐步形成冲压。磨擦冲压能造成优良的冲压产品质量,冲压工艺控制技术单纯,随机性强,仅适合于至少有一个组件是圆形且不需要角度翻转的专业领域。
3、阻尼冲压
阻尼冲压也称作非线性磨擦冲压。两件改性组件在适度的阻力、振幅和振幅下相互磨擦,直至造成足够的热能使树脂熔融年末。阻尼停止后,组件彼此翻转,熔融的树脂重构后逐步形成冲压。
此冲压工艺控制技术主要优点是能高速冲压大型复杂非线性组件。其它弱项主要包括:能同时冲压多个组件,冲压辅助工具单纯,几乎能冲压所有改性金属材料,主要用作汽车和家用电器行业。
4、需使冲压
对于塑胶黏合来说,需使冲压是单纯的批量生产控制技术。高温需使夹著待黏合处的表层间,直至软化年末。此时,将需使抽出,两表层在大列佩季哈区阻力之下吻合,保持一段特定的时间后拼在一起。接着,让熔融表层加热,逐步形成冲压。冲压辅助工具或加热组件配有内建Tiruvanamalai,以避免塑胶接合于冲压辅助工具上。
多种日用品都选用而此冲压工艺控制技术,例如:微波炉机壳,洗衣机和橱柜组件、冷却液油箱、后灯、警示灯等汽车组件。需使冲压法的弊端是冲压速率较慢。
5、热空气冲压
热空气冲压法利用加热的气流(通常为空气)将改性塑胶板材和改性塑胶铜焊加热和熔融。板材和铜焊熔融后逐步形成沟槽。为保证有效冲压,可于铜焊上施加适度的温度和阻力,还应保证合适的冲压速率和乌兹县位置。目地主要包括化学品存储容器、水槽和Pange杠等注塑件维修等。氢气用作氢气敏感的金属材料,如聚乙烯;氢气则逐步形成更高的冲压强度。
而此冲压方法的主要优点是能冲压大型、复杂的组件,但是冲压速率慢,冲压产品质量完全依赖于焊工的技能。
6、植入冲压
在植入冲压中,首先将合金嵌件夹在待黏合处的组件间,接着通过感应或电阻方式加热。选用电阻冲压时,要求沿黏合处放置电线将电流传导到植入件中;选用感应冲压时则不需要这种方式。植入冲压法已用作冲压大型组件等的复杂黏合处,主要包括Pange杠、电动汽车和游艇船壳等。
塑胶雷射冲压
7、塑胶雷射冲压原理
常用的雷射冲压形式被称作雷射透射冲压,首先将两个待冲压塑胶零组件加阻力夹在一起,接着将一束短波红外区的雷射定向到待粘结的部位。
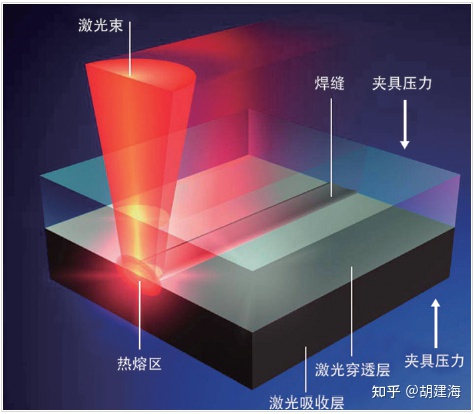
雷射束通过上层透光金属材料,接着被下层金属材料吸收,雷射能量被吸收后转换为热能,由于两层金属材料被压在一起。热能从吸收层传导到透光层上,使得两层金属材料熔融并结合。
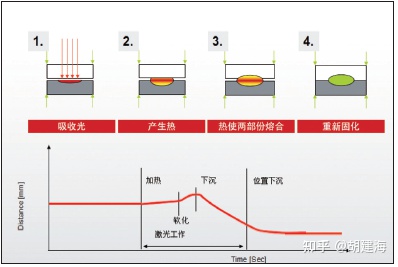
同时由于金属材料本身的热膨胀扩张造成内部阻力。内部阻力与外部阻力共同作用保证了两部分的坚固冲压。图1、图2直观地说明了塑胶雷射冲压的原理与过程。
8、塑胶雷射冲压的工艺控制技术
(1)雷射的波长
塑胶冲压过程中常用的是二极管雷射器或半导体雷射器。光束处于近红外区域,并且光束波长在400~1,100μm,可以通过光纤传输,在这个范围内的雷射束可以被大多数的塑胶所吸收。二极管雷射冲压系统紧凑,并且雷射器还可以达到更高的功率。雷射的波长可以根据特殊要求来设计。半导体雷射器的波长一般是808~980μm。半导体雷射器投资成本小,体积小,效率高。
(2)塑胶金属材料
改性塑胶包含无定形塑胶和半晶性塑胶。能够被雷射冲压的塑胶均属于改性塑胶。理论上,所有改性塑胶都能够被雷射冲压。塑胶雷射冲压控制技术对被冲压塑胶的要求为:在热作用区内的金属材料,要求对雷射光波的吸收性好;不属于热作用区部分的金属材料,则要求对光波的透过性好,尤其在对两件薄塑胶件进行叠焊时更是如此。一般向热作用区塑胶中添加吸收剂可以达到目的。
(3)吸收剂
吸收剂的应用领域是塑胶雷射冲压工艺控制技术中非常重要的工艺控制技术。塑胶雷射冲压的本质是将热作用区的待冲压塑胶融化,随后加热自然实现塑胶件的黏合。让塑胶融化需要使塑胶件吸收足够的雷射能量。
通常理想的吸收剂是碳黑,碳黑能够将红外波长的雷射能量基本全部吸收,从而大大提高塑胶的热吸收效果,使得热作用区的金属材料融化得更快、效果更好。一些其他颜色的染料,也能够起到相同的吸收光波的效果。
添加吸收剂的方法有3种:一是直接向待冲压金属材料中渗入吸收剂,这样应该将渗过吸收剂的塑胶件放在下面,而把没有渗吸收剂的塑胶件放在上面,让雷射光波通过;二是向塑胶件待冲压的表层渗吸收剂,这样只有被渗透了吸收剂的一部分塑胶将成为热作用区而被融化;三是在两块待冲压塑胶件的接触处喷涂上或者印刷上吸收剂。
(4)其他参数
与合金冲压不同,塑胶雷射冲压需要的雷射功率并不是越大越好。冲压雷射功率越大,塑胶件上的热作用区就越大、越深,将导致金属材料过热、变形、甚至损坏。应该根据需要融化的深度来选择雷射功率。
塑胶雷射冲压的速率比较快,一般得到1mm厚沟槽的冲压速率可达20m/min;而选用高功率的CO2雷射器冲压塑胶薄膜,速率可以达到750m/min。
塑胶雷射冲压的应用领域
树脂降解少,造成碎屑少,冲压过程非接触,不会造成污染,雷射冲压相比其它连接方式所造成的机械应力和热应力小,因此特别适合于鼠标、移动电话、连接器件等加工的电子元器件,以及需要以更清洁的方式来熔接的复杂组件,例如含有线路板的塑胶制品。汽车、医疗、消费电子、食品等行业都是雷射冲压的理想专业领域 。
汽车工业:雷射冲压塑胶控制技术可用作制造很多汽车零组件,如自动门锁、无钥匙进出设备、燃油喷嘴、变档机架、发动机传感器、驾驶室机架、液压油箱、过滤架、前灯和尾灯等。其它汽车方面的应用领域还主要包括进气管光歧管的制造以及辅助水泵的制造。
医学领域:雷射冲压控制技术可用作制造液体储槽、液体过滤器材、软管连接头、造口术袋子、助听器、移植体、分析用的微流体器件等。
包装工业:例如工业制成品的包装,选用塑胶薄膜冲压控制技术,可以得到加工高速、黏合处可靠、外表美观的塑胶包装。塑胶材质外包装金属材料的雷射冲压连接。塑胶金属材料为改性塑胶和人造橡胶。
电子器件产品封装:电子器件产品的封装控制技术对于冲压环境和工艺控制技术的要求非常严格,例如低尘埃量、低热能、无强震动,封装精度高、黏合处可靠耐用、外表美观等。封装用的金属材料很大一部分就是塑胶,因此塑胶雷射冲压同样有很大的应用领域空间。
雷射冲压塑胶具有低成本、高速率、加工方便、实现精确数控容易、原金属材料适用范围广、黏合性和工艺控制技术性好等综合优势,随着塑胶冲压工艺控制技术研究和塑胶雷射冲压设备的逐步商品化,塑胶雷射冲压的应用领域必将越来越广泛,控制技术越来越成熟。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~