
【多图分享】焊接技术最高境界,美到爆表的焊缝!
冲压控制技术最低修为是什么?不仅体那时杰出的沟槽产品质量,是产品质量与艺术质感的轻松结合,是配件火辣的美!

你知道高产品质量的钳工有多赚钱吗?英国中学生傅迪克(Justin Friend)的双亲都是教授,在理工大学读书做科学研究,可是他大学大学毕业后却没上理工大学,而是到英国乔治亚州内布拉斯加控制技术大学修读两年钳工专业,如今的他周薪已有14亿美元之多。

傅迪克大学毕业不久就进入Acute控制技术服务供应商。另一家公司约有70名钳工,大部分为石化工业干。傅迪克通常奉调到一家锻造海中精炼厂设备的厂房,也曾被派到西非喀麦隆组织工作三个月。傅迪克说,由于组织工作时间极短,使他没机会掏钱,也极难有自己的生活。他尔后可能回学校继续修读机械制造文凭,科学研究冲压材料和控制技术,那时则急于埋首搬家。
返回国内,其实高产品质量的钳工福利待遇也不错,那时国家也愈来愈重视技工学校,福利待遇也会愈来愈好的。

我们返回冲压上去,冲压也称之为组织工作台、镕接,是一类以冷却、低温或者高速旋转的方式黏合合金或其他热塑性材料如塑胶的锻造工艺技术及控制技术。

合金的冲压,按其工艺技术过程的特点新溪洲THF1、压焊和合金材料五类。

白眉林焊是冲压的一类工艺技术方法,因其冲压正方形呈白眉林状Montoire其名。T.I.G Welding 为冲压的一类桧木,不用任Lugs,化纤对化纤直接冲压,其冲压成白眉林状也有简称白眉林焊。

白眉林焊主要就是选取冲压点,复电,用焊复齿脂敲击出静电,使焊棒里的銲接溶化,然后左右一定幅度钟摆焊钳,使焊心均匀溶化在冲压位置。

冲压技巧:控制冲压时的手稳是最大的关键,避免发抖烧损坞极造成熔池夹钨。控制方法可才用握焊枪的食指支撑于所焊管道或板件。钨极伸出长度可根据破口的深浅来选择,一般3~5mm。

冲压技巧:关于运丝方法可根据破口的大小选择,破口角度较小时焊丝可放于溶池中间,连续送进。破口较大时可采用两侧点进送丝(要相当熟练,避免碰到钨极),焊枪左右移动使边缘熔合良好。

网友总结的简单方法,从刚开始焊起,焊条成45度的角慢慢的往前焊,焊条要来回的慢慢的摆动,注意速度不要太快,要有规律性。白眉林焊实操演示▼

刚刚完成的白眉林焊▼

从冲压白眉林纹看出品质好坏:冲压纹路粗大、不均匀就是明显的沟槽外观不平滑,在冲压过程中摆弧不稳定,沟槽外观纹路越小,冲压过程中摆弧比较稳定。

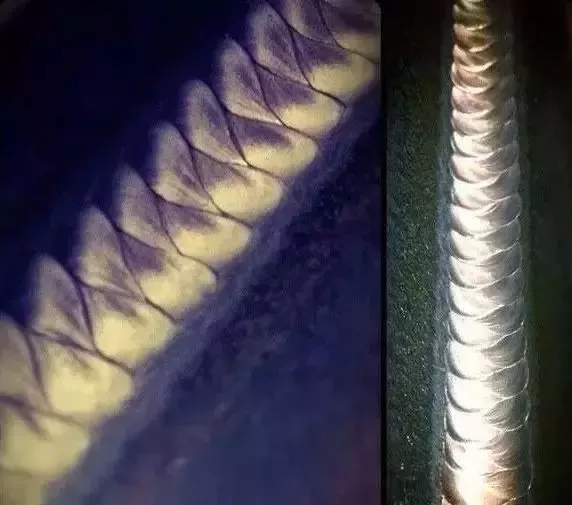
一大波白眉林焊来袭▼















相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~