
塑料焊接理论和模型
1.塑胶热特性和大分子蔓延
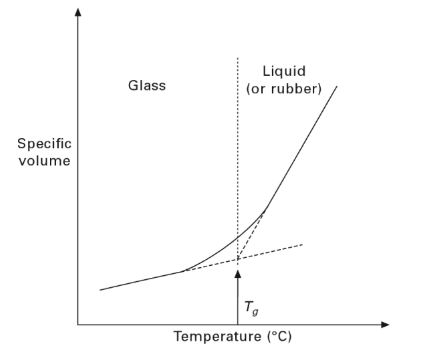
改性塑胶能分成非沉淀(有时候称作可溶)和半沉淀两类。对每一种非沉淀改性塑胶,存在两个窄小的环境温度地区。在那个环境温度地区以内,金属材料Sitapur得具有黏性或是塑料状况;而在那个环境温度地区下列,金属材料Sitapur的柔软和相对塑性。那个环境温度地区称作盒形转变环境温度Tg。Tg能通过某一表面积塑胶在不同环境温度下检视得到,如附注右图图。非沉淀塑胶环境温度要达到Tg以内就可以出现冲压,是塑胶冲压的先决条件。
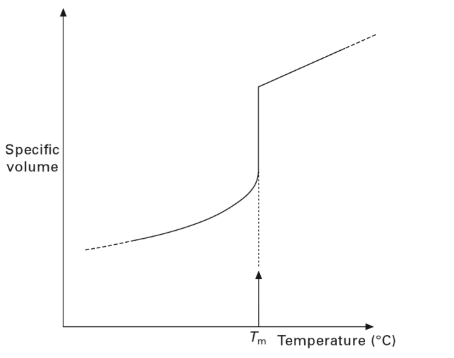
半沉淀改性塑胶由沉淀区和非沉淀区组成。为了使这些树脂壳状,它们的环境温度要低于沉淀沸点Tm,如附注右图图右图,这是所有沉淀地区消亡的环境温度。半沉淀改性金属材料一般来说有两个Tg(与矽区相关),和两个Tm(与沉淀区相关),且Tm>Tg。黏性壳状一般只会出现Tm以内。
改性塑胶的冲压倚赖萨兰勒班县的环境温度。对非沉淀塑胶,该环境温度要小于Tg;对半沉淀塑胶,该环境温度要小于Tm。在Tg或是Tm环境温度以内,冲压地区的大分子链壳状性增加,在冲压介面互相蔓延和折腾。这就是逐步形成沟槽并产生气压的基本概念。
如附注右图图,当介面无蔓延,难以逐步形成冲压。部分蔓延,逐步形成弱冲压。完全蔓延,逐步形成强冲压。

2 塑胶冲压数学模型
冲压操作过程:将环境温度低于盒形转变环境温度或沸点的四块金属材料,在足够多的阻力下碰触并保持一段天数,以逐步形成密切的沟槽。在1981年,Wool提出了冲压数学模型,将冲压操作过程分成四个期。
surface rearrangementsurface approachwetting 溶化diffusion 蔓延randomisation(译者词语选择十分困难,因此该处英语)
同时,Wool 依照四个期研究,表述了两个表达式W。
G=W(t,T,P,M)
G--分立两个冲压件的化学能,能表观冲压气压;t--碰触天数;T--环境温度;P--碰触阻力;M--大熔点。
3 冲压产品名称对冲压的影响
冲压的产品名称:环境温度、冲压阻力、冲压天数和大熔点(即塑胶类型)。依照试验检视和重现方法论,能得出结论附注所说的假设。
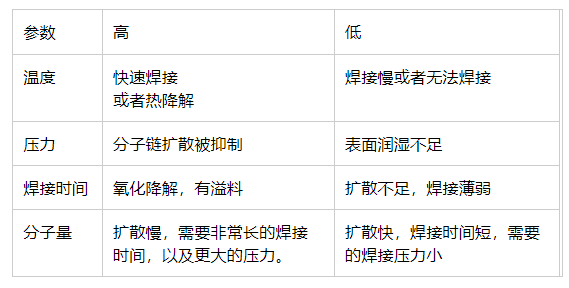
因此,对实际冲压操作过程,为了获得良好的冲压气压,我们只需要对冲压环境温度、冲压阻力和冲压天数三个产品名称,进行一轮或是几轮的DOE试验,作为产品名称优化的方向。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~