
《焊缝符号表示法》应用示例
为更进一步努力学习、用好,规范化双色设计,提高冲压产品质量。现根据自己的工作新体验,更进一步推动沟槽记号记法的利用,特重新整理出这本金属材料,供诸位参照。
一、第七条:
1、沟槽基本上记号中仅对适用于于我厂生产实际的三种沟槽作极为详尽的如是说。
2、远距记号与补足记号部份如是说。
3、沟槽体积记号及其换用范围,在如是说基本上记号时同时如是说,并只如是说与基本上记号相关的部份。
二、几个基本概念
纯手工静电冲压点及坡口的方式。
由于结构花纹、钻孔宽度及交会点产品质量的明确要求相同,其接点及坡口方式也就相同。
1、冲压接点——用冲压方法,把四块钢制相连在一起,它们相连的地方,就叫作冲压接点。
2、坡口——为的是确保接点产品质量,在焊前把钻孔缆线予做成各种花纹,叫作坡口。
3、表皮间歇——两钢制勒皮伊间歇故曰表皮间歇。表皮间歇是为的是确保表皮焊透,并明确要求换装间歇沿勒皮伊光滑完全一致,表皮间歇一般留0~2mm,板厚愈大间歇骤然减小。
4、坡肢体冲突度——坡肢体冲突是用以使静电沿板厚熔入一定的广度,确保沟槽表皮即钝边的焊透。并获得良好的沟槽成型和易于清渣。但坡肢体冲突减少会减少充填合金量,使冲压劳动生产率降低。对于压铸来说,开坡口的目的,有时候还为的是控制碳纳米管合金与充填合金的比例,以控制沟槽的成份。
5、钝边——钝边的作用主要是避免掀开,但钝边体积不能过大,要确保下层沟槽的焊透。
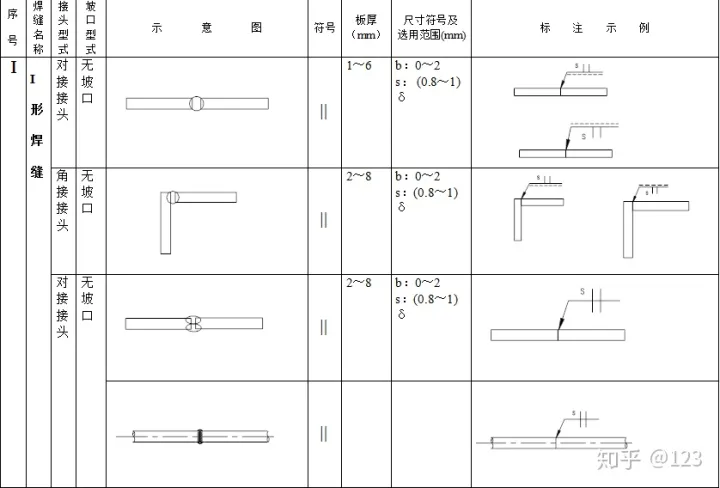
三、沟槽基本上记号,沟槽体积记号在双色上的标示见以下各表:
注:关于体积记号的表明
1、 在基本上记号的右侧无任何人标示且又无其它表明时,意味著沟槽在钻孔的整个宽度上是连续的。
在基本上记号的右侧无任何人标示且又无其它表明时表示交会沟槽要完全焊透。














四、远距记号,补足记号在双色上的标示见表1、表2

五、合金冲压及钎焊方法在双色上的表示代号
1、111——纯手工静电焊(涂料焊条熔化极及静电焊)
2、135——MIAG:熔化极非惰性气体保护焊(含二氧化碳气体保护焊)
3、21 ——点焊(电阻焊)
4、311——氧—乙炔焊(气焊)
5、781——螺柱静电焊。
6、782——螺柱电阻焊。
注:关于体积记号的表明
1、 在基本上记号的右侧无任何人标示且又无其它表明时,意味著沟槽在钻孔的整个宽度上是连续的。
2、 在基本上记号的右侧无任何人标示且又无其它表明时表示交会沟槽要完全焊透。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~