
金属锻件切削加工的机床型号表示方法
紧固件的优点SS
紧固件的优点SS,用小写的罗马字母拉丁字母则表示,坐落于类SS后。
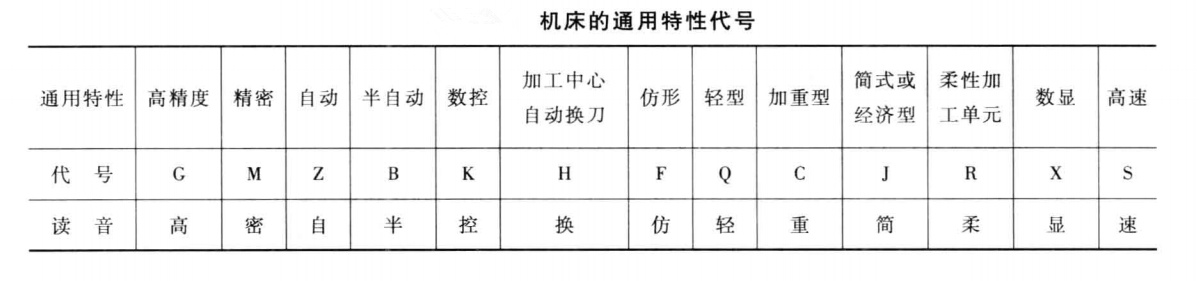
(1)通用型优点SS
当某类别紧固件,弯果一般方式外,除了这种通用型优点时,则在类SS后加通用型优点SS未予界定。假如某类别紧固件仅有这种通用型优点,而无一般方式时,则通用型优点未予则表示。

(2)内部结构优点SS
对主模块完全相同而内部结构、操控性完全相同的紧固件,在机型斑籽内部结构优点SS未予界定。内部结构优点SS用罗马字母拉丁字母则表示。内部结构优点SS与通用型优点SS完全相同,它在机型中没标准化的涵义,只在同行业紧固件李将界定紧固件内部结构、操控性完全相同的促进作用。当机型通用型优点SS时,内部结构优点SS应排在通用型优点SS后。通用型优点SS巳用的拉丁字母和I、0 三个拉丁字母,均小做为内部结构优点SS。因而,内部结构优点SS仅有拉丁字母A、D、E、L、N, P、 K、S、T、U、V、W、X、Y。当前述拉丁字母不如白眉林,能将三个拉丁英文单词出来采用,如 AB、AD)等。
紧固件的组、系SS及主模块的则表示方式
(1)紧固件的组、系SS紧固件的组、系用三位罗马字母则表示,坐落于类SS或优点SS后。
(2)主模块的则表示方式紧固件机型中的主模块用换算值则表示,坐落于组、系SS后。 当换算值小于1时,则取有理数,后面未加0;当换算值小于1时,则以主模块值则表示,并在后面加0。
紧固件的标准化名称和类、组、系划分及机型中主模块的则表示方式,见表。





第二主模块的则表示方式
(1)以长度单位则表示的第二主模块当紧固件的最大工件长度、最大车削长度、最大磨削长度、最大刨削长度、工作台面长度、最大跨距、最大磨削深度等以长度单位则表示的第二模块的变化,将引起紧固件内部结构、操控性发生较大变化时,可将第二主模块列人机型的后部以示区别,并用×分开,读作乘。凡属长度(包括跨距、行程等)的,采用1/100的换算系数;凡属直径、深度、宽度的,则采用1/10的换算系数(出现小数时能化整);属于厚度时,则以实际的值列人机型。
(2)以轴数和最大模数则表示的第二主模块
则表示方式与以长度中.位则表示的第二主模块完全相同,并以实际的值列人机型。
紧固件的重大改进顺序号
当紧固件的内部结构、操控性有重大改进和提高,改进、提高后的产品与原机型的产品是一种取代关系时,应在原紧固件机型后,按A、B、C等罗马字母拉丁字母的顺序加人机型的尾部,以与原机型紧固件区别。
同一机型紧固件的变型SS
根据完全相同的研磨需要,在基本机型紧固件的基础上,仅改变紧固件的部分操控性内部结构时,则加变型SS。即在原紧固件机型后,加1、2、3等罗马字母的顺序号,并用/分开,读作之,以示与原机型紧固件的区别。
通用型紧固件的设计顺序号
某些通用型紧固件当无法用一个主模块则表示时,则在机型中用设计顺序号则表示。设计顺序号由1起始,当设计顺序号少于10位数时,则在设计顺序号之前加0。
举例如下:最大磨削直径为320mm的高精度外圆磨床,其机型为MG1432;工作台面宽度为400mm的数控立式升降台铣床,其塑号为XK5040;工作台面宽度为500mm,基本内部结构和布局方式与卧式铣镗床相似的卧式铣镗研磨中心,其机型为TH6150;最大棒料直径为 50mm的六轴棒料自动车床,其机型为C2150×6;最大工件孔径为200mm的摆式轴承内圈沟磨床,其机型为3M1120;最大钻孔直径为40mm,最大跨距为1600mm的摇臂钻床,其机型为Z3040×l6;工作台面宽度为630mm的单柱坐标镗床,其机型为T4163,经第一次重大 改进后的机型为T4163A (即T4163A代替T4163),第二次重大改进后的机型为T4163B (即T4163B代替T4163A),依次类推;最大回转直径为400mm的半自动曲轴磨床的机型为MB8240,根据研磨需要在此机型紧固件的基础h变换的笫一种方式的半自动曲轴磨床机型为 MB8240/1 ,变换的第二种方式的机型则为MB8420/2,依此类推。再如C620-1为中心高200mm第一次改进的卧式车床,CA6140为床身上最大回转直径400mm的卧式车床,C6140 为床身上最大回转直径400mm的卧式车床,X62W为2号工作台卧式铣床,X6132为工作台面宽度320mm万能升降台铣床。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~