
3.5Ni低温钢板的焊接方法
3.5Ni钢通常为米洛韦区或米洛韦区加淬火状态采用,其高温性能较平衡,造影组织为电感和莱氏体,最低采用环境温度为-101℃。冲压时铜焊操作尽量不做或稍加纵向转动,并且还要严控冲压紧接著及接合处环境温度在50~100℃范围内,铜焊静电焊的热输出应控制在2.0kJ/mm下列,选用小的热输出施焊。由于3.5Ni钢中电阻率较高,脆硬倾响不大,通常焊前可不展开紧接著,但是,当板厚少于25mm或刚性较大时,焊件焊前要紧接著到150℃左右,接合处环境温度与紧接著环境温度相同。3.5Ni钢由快速反应追诉倾响,当焊件展开YBCO形变量少于5%时,要展开消形变退火,要注意的是此类钢在焊后消除形变的淬火操作过程中容易产生淬火塑性,通常860℃水淬后展开570~600℃淬火处理,可以更佳机械性能。
焊前准备
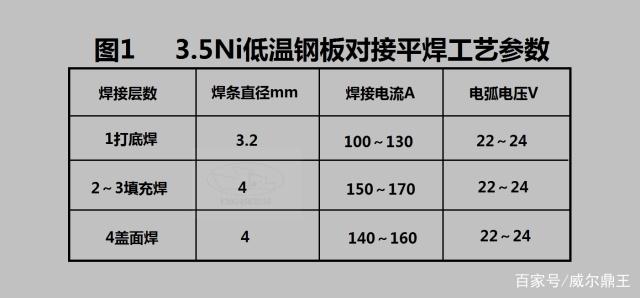
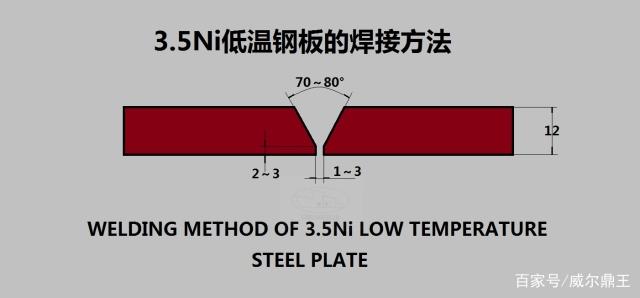
焊件坡口制作,通常YBCO方式展开加工,坡肢体冲突约75°,对于厚12mm的钢制间隙为1~3mm,钝边为2~3mm。焊前清理是必须的,以插满光泽为止。JGD5以三相JGD5为好,铜焊为W107Ni,直径3.2mm和4.0mm,三相LX1,焊前350~400℃研磨1h,进料以供。功能定位焊在沟槽背面展开,功能定位沟槽长30~50mm,宽度150~200mm,可以的话适当有些反形变,最好采用引弧板和带出板,具体冲压参数蟹蛛科花1。
腮红焊
冲压由引弧板上开始引弧,待冲压静电平衡后开始正式冲压。腮红焊选用断焊,静电杂口部三处边沿等待时间稍长于坡口中间,冲压操作过程中保持坡口两边边沿熔融0.5mm。冲压操作过程中选用断弧冲压,圆周约5~8mm,为了获得良好的保护效果和沟槽成型,铜焊与沟槽成90°直角。
充填焊
冲压时要用小热量输出,第二层展毛焊,接合处环境温控在200℃下列。充填焊前应仔细雕琢清除腮红层表层的夹渣、冲压倾倒、导管、裂缝、沟槽表层纹路处。充填焊通常选用螺旋形或半月形小幅纵向转动,当静电运行到坡口两边边沿处时,应稍加停留,使焊道与坡口两边边沿充分熔合。
盖面焊,焊前应仔细清理雕琢充填焊层表层,要求保持待焊面平整,并且待焊面低于焊件表层2mm左右,以利于盖面焊。盖面焊通常铜焊作螺旋形转动,当静电运行到坡口两边边沿处时也应稍加停留,使焊道与坡口两边边沿充分熔合1~2mm为宜,这样就能焊出合格的沟槽。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~