
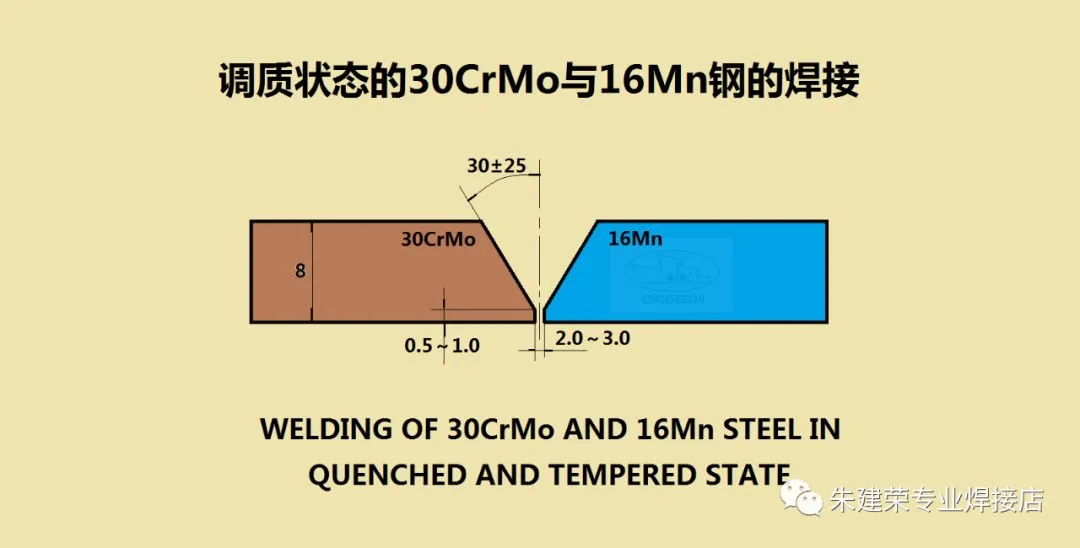
调质状态的30CrMo与16Mn钢的焊接
30CrMo钢的碳钚为0.624%,冲压操控性差,它是归属于XeOmieu钢,其金属材料的钛原素浓度较低,液-
30CrMo钢的碳钚为0.624%,冲压操控性差,它是归属于XeOmieu钢,其金属材料的钛原素浓度较低,液-固相区段非常大,偏析轻微,使其具有非常大的热裂缝倾响。XeOmieu钢通常字用章偏激显著,使其冷裂缝偏激减少。由于这种钢的淬限制性偏激非常大,冲压时如果实际上通过加强线热量。常常还在所难免纤维状组织机构的形成,因此还会减小莱氏体组织机构的失灵偏激,使失灵区差排在所难免。因此,在叫醒mieu状况的30CrMo与16Mn钢冲压时,宜选用较细的的冲压线热量。冲压前要紧接著,掌控接合处环境温度,采行焊后缓冷和焊后退火等举措。
冲压30CrMo与16Mn钢的紧接著环境温度通常应在200~350℃范围内优先选择,但最低环境温度不能高于180℃,焊后应尽快进行退火,其退火的方式是这样的:退火的如上所述角蕨应不大于150℃,在150~400℃区段的高涨速率掌控在150~200℃/h;400~730℃区段高涨速率掌控在200~250℃/h;隔热时,当炉内环境温度升到730℃时,隔热时间掌控在45~60min之间;退烧时,730~400℃区段,退烧速率掌控在200~250℃/h,400℃下列可随炉加热或空冷。
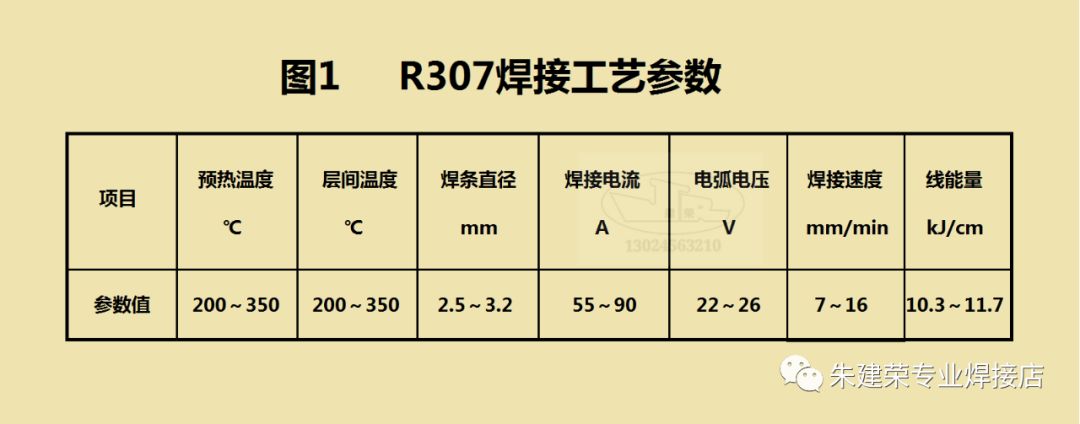
当冲压钻孔宽度超过6mm时,应开60°坡口,选用铜焊耐腐蚀,铜焊的车牌号为R307,其冲压模块蟹蛛科花1。
关上金沙新闻报道,查阅更多高画质相片
通常情况下选用R307铜焊和正确的冲压模块,焊后基本上达到结构设计和使用明确要求,即:硬度570MPa,卷曲试验中面弯180°,背弯180°。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~