
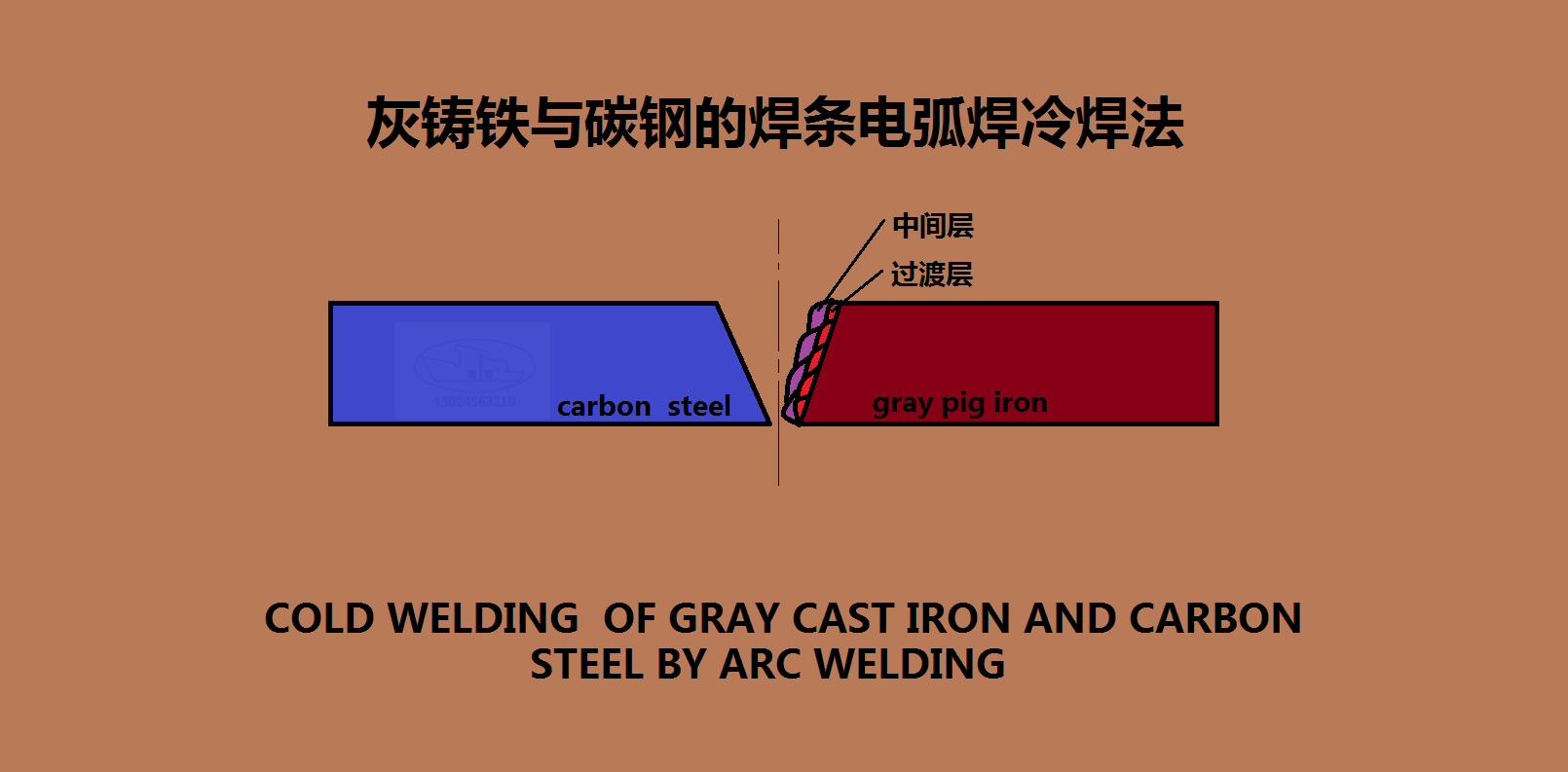
灰铸铁与碳钢的焊条电弧焊冷焊法
灰不锈钢与不锈钢冲压的方式非常多,要根据现场条件和钳工掌握的水平来确定。主要就的方式有:铜焊耐腐蚀冷焊法、铜焊耐腐蚀热焊法、CO2液体保护焊、钨极氩焊、熔融极氩焊、激光焊、金属金属材料、蔓延焊等方式。这里介绍的是铜焊耐腐蚀冷焊法。
所谓静电冷焊法,就是焊前对不锈钢被焊足部不紧接著,或高温紧接著(一般来说大于300℃),再展开冲压的方式。静电冷焊与静电热焊相比,焊前助焊剂金属不紧接著,减少了成品,节约了冲压天数,在冲压生产中应用非常多,并且焊件的花纹和大小不受约束,更易升级换代.具有一定的推展价值。
铜焊耐腐蚀冷焊法主要就的工艺技术过程是这样的:
焊前细细清扫灰不锈钢和不锈钢的接点表面,直到露出光泽。换用交会时,灰不锈钢另一侧开35~45°的实心V形坡口;不锈钢另一侧开15~25°的V形坡口。角蕨时,灰不锈钢另一侧开20~25°的V形坡口。灰不锈钢与不锈钢换装时,换装间歇要尽可能小,一般来说为0.5~2.0mm。为的是提高冲压头气压,可在灰不锈钢另一侧坡口上钻头、攻丝扣、拧上螺丝。螺丝也可以在坡口两边加装。具体内容接点与螺丝的加装位置蟹蛛科花1。

在冲压有龙口偏激的不锈钢和减震大的AX50时,应先对被冲压头展开淬火或淬火处理,以期消解残存形变。当用静电冷焊法对灰不锈钢与不锈钢展开冲压时,宜换用高聂或佩扎铜焊,具体内容充填金属材料的铜焊选择洛佐韦2。
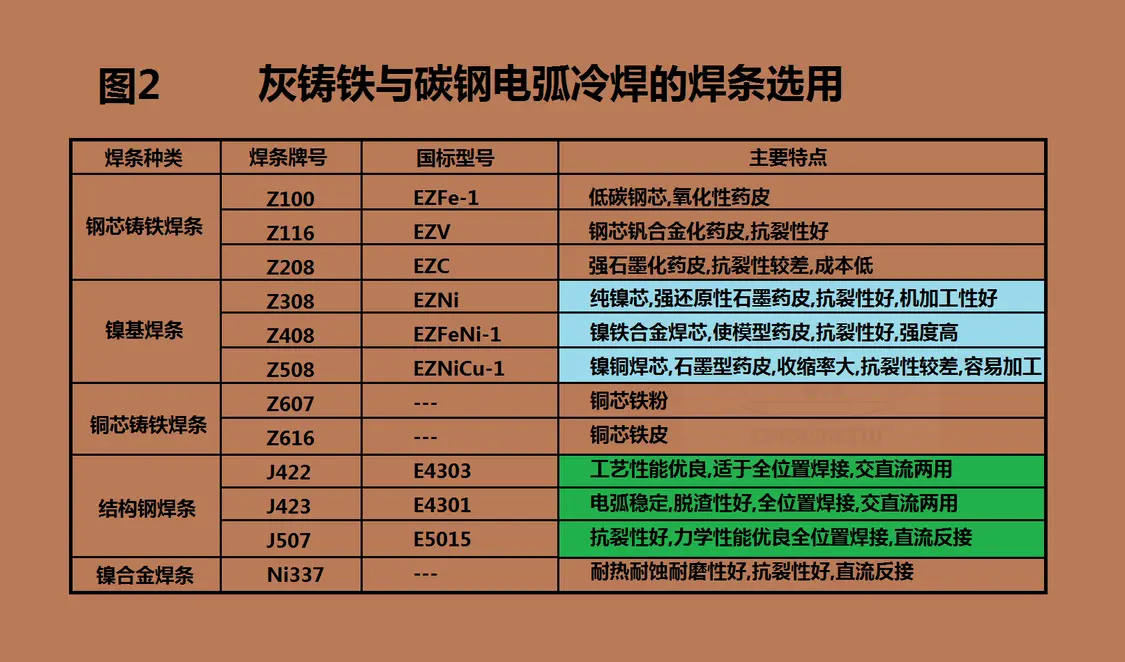
充填金属材料必须展开150~200℃研磨隔热天数为1~2h。为的是防止裂缝产生,静电冷焊时一般来说先在灰不锈钢另一侧坡口上堆焊几层过渡阶段层,所制铜焊一般来说为小直径约镍基或佩扎铜焊。再在过渡阶段层上对焊几层第二层,一般来说换用J507铜焊施焊,以利与不锈钢的相连。然后用不锈钢铜焊将第二层与不锈钢冲压起来。
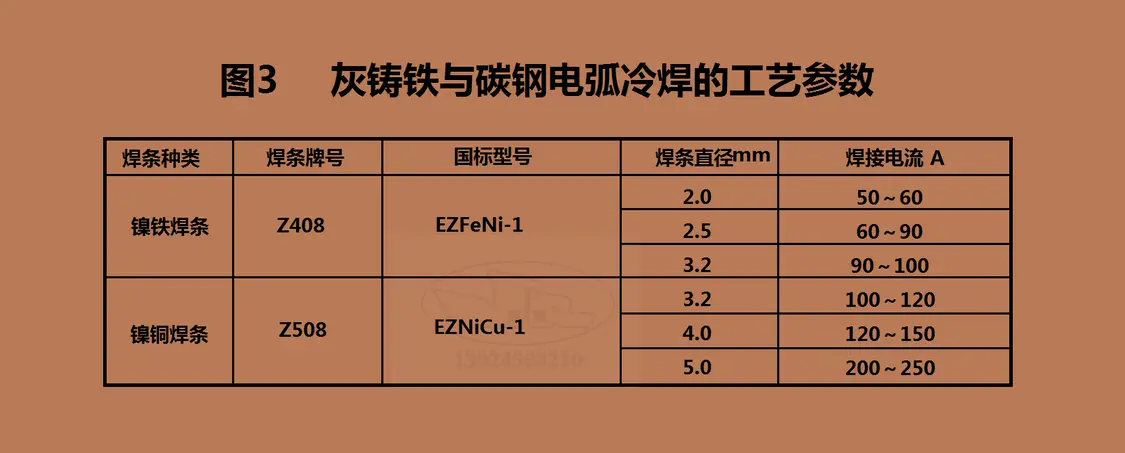
在施焊过程中,应换用小电流、短弧、小热输入、窄焊道、轻轻锤击焊道以松弛形变等工艺技术措施。在冲压过程中发现裂缝等缺陷时,用静电吹掉或磨掉,重新冲压。铜焊冲压电流的选择蟹蛛科花3。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~