
科普焊接—焊条电弧气刨
铜焊静电气刨主要就的缺点是铜焊静电焊、碳弧气刨和研磨采用完全相同的控制器,但须要采用相同的铜焊。
基本原理
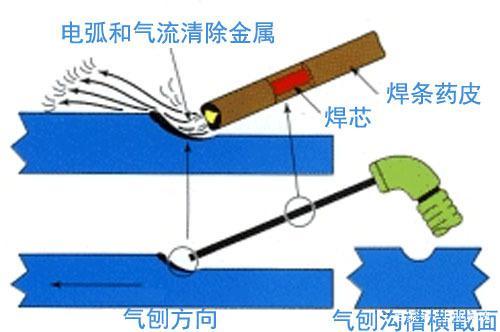
此种工艺技术方式也源于铜焊静电焊,静电在铜焊下部和钻孔间熔化。相同之处是此种方式明确要求采用特定的厚药皮的铜焊,药皮须要所含能造成强静电力和液体的成份。与铜焊静电焊相同的是,铜焊静电焊须要平衡的硝酸锶,而气刨须要透过静电力将电炉吹出硝酸锶。
此种方式的特征是须要大批的液体以将电炉吹出。不过其静电力和冷空气的潜能比不上原则上的冷却水,大部份气刨的表层比不上氧供热气刨或碳弧气刨光滑。
铜焊依照气刨的具体内容明确要求,铜焊直径约能有较宽的优先选择覆盖范围。铜焊的优先选择不局限性与钢,气刨钢制和非电感钛时能采用完全相同成份的铜焊。
控制器铜焊静电气刨能采用三相(DC)和沟通交流(AC)控制器。三相时,铜焊一般来说接阳极,但铜焊的生产商一般来说会所推荐其国际品牌铜焊对特定金属材料的阴离子三相沟通交流时,须要最少70V的季基夫电阻以确保静电的灵活性。
尽管绝大多数铜焊静电焊的控制器都能用作气刨,但其电阻和电阻覆盖范围应适宜气刨工艺技术的控制覆盖范围和适宜长静电的操作方式。
参考气刨参数如下:
操作方式特征一般来说铜焊与钻孔呈一定角度敲击钻孔引燃静电(与垂直面呈15度角,与气刨方向相反)。一旦静电引燃,铜焊马上变换倾斜角,与板材呈15-20度角连续移动。随着静电的移动,铜焊会推着硝酸锶前进。然后静电拉回,让液体将熔融金属和电炉吹出。重复以上过程完成沟槽的加工。
为了加工出一定深和宽的沟槽,必须确保均匀的操作方式速度。和铜焊角度(10-20度)。如果铜焊角度过陡,超过20度,电炉和硝酸锶金属会增加,静电过多进入金属材料,会导致操作方式困难和气刨表层粗糙。在非垂直位置刨,相对垂直表层,电极始终推进,该电极是定向和垂直向下推。
应用铜焊静电气刨适用用作局部操作方式,例如去除缺陷,以及只须要更换铜焊而不是设备。与其它气刨工艺技术相比,其去除金属的效率低、表层质量差。
如果运用得当,能造成相对干净的气刨表层。一般来说情况下,气刨之后不须要打磨。不过当加工钢制时,会在金属材料表层形成高碳含量的薄薄的一层金属材料,须要透过打磨的方式去除。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~