
钢结构大作是这样建成的|杨教高「建筑钢结构智能制造」讲座系列
固建机器做为混凝土行业智能化建造的先行者,Mamet,为了帮助混凝土行业的相关从业人员对混凝土有更深的认知,提升专精水平,特在此做《建筑物混凝土制造工艺控制技术、武器装备控制技术及智能化》专题讲座的系列产品连载文章,本系列产品专题讲座将如是说一些建筑物混凝土基本上情况,混凝土制造过程中的对废钢焊材的一些基本上明确要求,各制造成品主要就工艺控制技术方法和电子设备情况,下料、排印和坡口的凑合准则与基本功,H型、十字形柱、苞藓柱,支脚柱各类木架贡瑟兰与组装的工艺控制技术关键点,各成品的控制技术关键点,冲压制造关键点(焊前准备、冲压参数、过程重点与后热),工艺控制技术综合评价,多层焊基本功、冲压变形控制,返厂沟槽关键点,以及制造管理工作、产品质量、安全、成本和风险控制的要领。同时,从工艺控制技术和产品质量方面,就混凝土制造机械化智能化化电子设备武器装备研制,智能化需求、冲压机器控制技术等满足工艺控制技术控制技术明确要求提出了建议。本专题讲座对混凝土工厂制造、工艺控制技术管理工作和智能化化智能化武器装备研制有较大的参考意义。『本文为此系列产品第二期』H型梁柱和BOX苞藓梁柱,是建筑物混凝土最基本上最常用的梁柱形式,那我首先单纯如是说一下建筑物混凝土主要就内部结构类型BH和BOX的主要就制造流程,然后对每个成品展开阐述,共同交流制造、控制技术和管理工作经验。

01混凝土制造净水器和焊材在如是说制造流程之前,对混凝土制造基本上知识---净水器(在冲压专精又称助銲接)和焊材做一点单纯表述:1)建筑物混凝土的冲压工程早期主要就采用Q235,Q355,近几年来其中Q235用的越来越少,只用于通常小梁柱和次梁柱,其织物和金属材料操控性应继续执行国家标准《低合金高气压陈建力》GB/ T 1591或《碳素陈建力》GB/ T 700的规定。重要的木架主梁梁柱通常换用Q355和Q390;以Q355B为主,目前,Q390使用的比例越来越高。对主要就钢架梁柱木架、主梁和钢桁架等所制较厚的板材宜换用高效能建筑物用GJ高效能建筑物钢钢制,其织物和金属材料操控性应继续执行国家标准《建筑物内部结构用钢制》GB/ T 19879的规定.如Q355GJC;Q390GJC。钢制《建筑物内部结构用钢制》B/T19879)是我国专为高层人士建筑施工物混凝土制造的高效能钢制,其操控性与日本SN系列产品高效能废钢相当。与同级别低合金陈建力相比,除化学成分优化、并有良好的塑性、塑性与冲压操控性外,还具有宽度效应小。退让气压市场波动范围小等特点,并将退让气压幅(退让气压市场波动范围,对Q345钢、Q390钢为120N/mm)、屈强比、碳钚均做为基本上交货条件予以保证。这里的C是指金属材料的产品质量级别,主要就是低温韧性。对钢架梁柱所制废钢的产品质量级别不高于B级;抗震级别为二级及以上的高层人士建筑施工物混凝土,其框架梁、柱和抗侧力支撑等主要就抗侧力梁柱废钢的产品质量级别不高于C 级。2)《建筑物内部结构用钢制》GB/ T 19879中有碳钚和冲压裂纹敏感指数明确要求;其强屈比不得小于1.2,应有明显的退让台阶且cey应小于20%;钢制宽度等于或小于40mm时,为防止层状撕裂,明确要求有Z向操控性明确要求的钢制,通常用Z15,Z25级。3)焊材的选择准则是冲压金属材料熔敷金属的力学操控性应不高于相应助銲接标准的下极限值,我们可以按GB50661-2011提供明确要求继续执行。对于Q235和Q355当A、B级,板厚不小于40时,还可以按推荐规范免予工艺控制技术综合评价,之外要展开试验工艺控制技术综合评价。4)铜焊、銲接须按说明书明确要求展开烘焙,再利用必须重新展开烘焙且烘焙次数不能超过2次。

02BH和BOX的主要就制造流程1.H型梁柱制造制造流程

2.苞藓梁柱制造制造流程
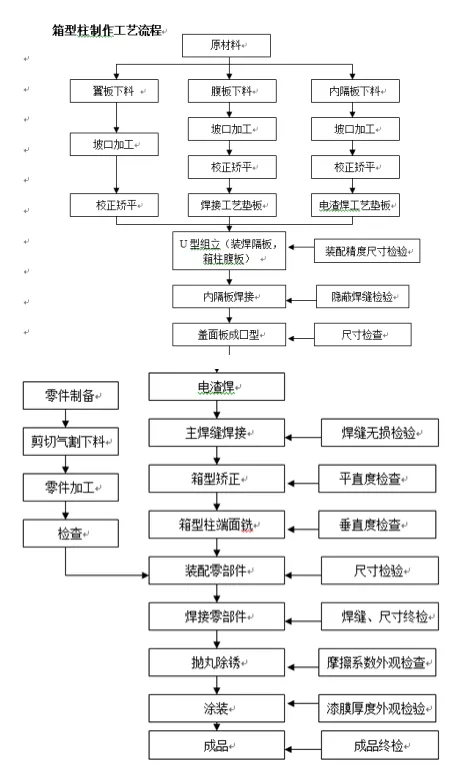
【未完待续……】【作者简介】杨政,杭州固建机器科技有限公司顾问总工,工艺控制技术产品质量总监;建筑物工程专精教授级高级工程师,冲压专精高级工程师,一级注册建造师,现任浙江省机械工程学会理事控制技术委员会委员,冲压学会副理事长,产品质量管理工作协会理事以及浙江省科协千人进万企专家组专家,省综合评标、采购评标专家。1982上海交通大学冲压工艺控制技术和电子设备专精毕业,建筑物工程专精教授级高级工程师;冲压专精高级工程师,一级注册建造师,浙江机电控制技术学院兼职教授。在安徽、上海、四川、江苏、湖北、浙江多地国有和上市公司和台资外资混凝土公司工作过。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~