
钴基合金焊接材料的介绍
这儿如是说的是核能装备制造中钴基焊材的换用方式,类似于行业也可以先进经验参照。
在核能站建筑施工中,对于其外部梁柱,比如说莱氏体钢制上的炉心板取向销、上炉心板内嵌键和支债券承销的耐磨层,还有Inconel-600黄铜U形内嵌键的耐磨层,除此之外管路驱动力机构中的尖刺、管路等均换用钴AlGaAs焊材堆焊。
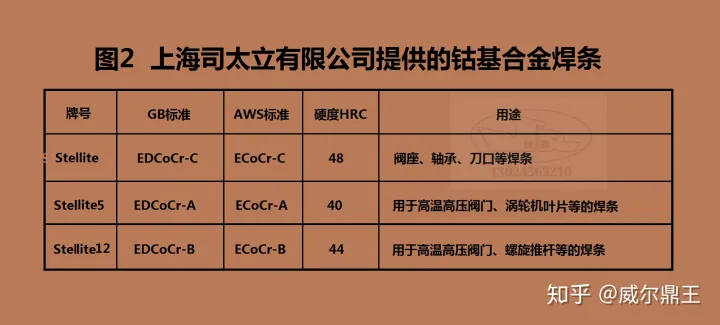
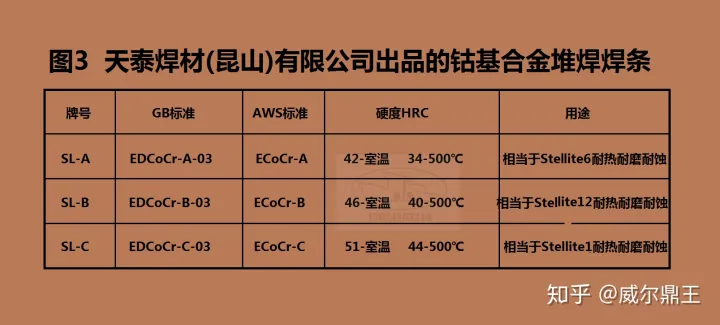
堆焊的方式有:纯手工或手动钨极氩弧焊堆焊,纯手工耐腐蚀堆焊。堆焊铜焊有:Stellite6、Stellite12、Stellite1等,堆焊塞雷县有:ERCoCr-A、ERCoCr-B、ERCoCr-D、ERCoCr-E等。一般来说情况下堆焊2~3层,根据需要四层可换用不同冲压合金材料。
钴AlGaAs铜焊堆焊时,换用三相LX1,而钨极氩弧焊则换用三相正接。为了避免脱落,堆焊前要紧接著,冲压后或消形变处置后应较慢加热。钴AlGaAs堆焊后,一般来说以焊态资金投入运转,在间歇性堆焊时,应进行消解形变处置,或是换用与紧接著环境温度完全相同的的后热处置,约环境温度为:350~450℃。
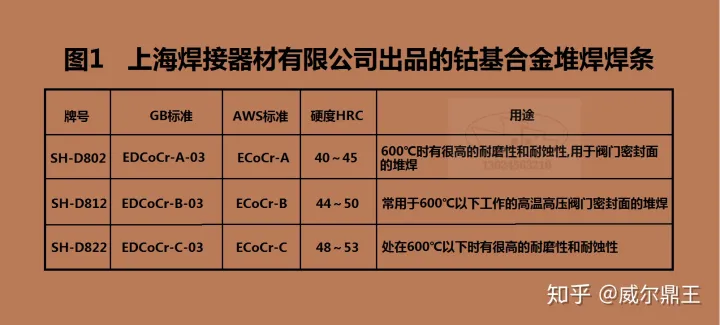
EDCoCr型钴AlGaAs铜焊或ERCoCr型钴AlGaAs塞雷县熔敷合金具备卓越的综合型能,具备机械性能、耐腐蚀性、抗腐蚀,在低温下保持较低的延展性。一般来说钴AlGaAs冲压合金材料熔敷合金中所含25~33%的Cr和3~14%的W,提高了合金材料的水溶性和低温气压,而钴这类具备抗腐蚀。在这些前提下,使用钴AlGaAs焊材并适度掌控冲压工艺技术就能焊出高质量的堆冲压头。
在核海幸彦电子设备中一般来说换用含W量为3~6%的EDCoCr-A、ERCoCr-A的冲压合金材料,HRC为40~50,在350℃时堆焊层延展性在28~33之间市场波动,完全满足用户在工作环境温度下的耐腐蚀性和抗腐蚀要求。在前述生产中还会加进ECoCr-B和ECoCr-C等铜焊。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~