
碱性焊条结507消除“沾条”现象的方法以及典型的焊接工艺参数
碱性铜焊结507引弧时和冲压过程中,常有沾条现像,严重负面影响了冲压产品质量。腾讯搜寻呵呵,在漂亮音频里面有好些钳工朋友们如是说了解决之道,很有先进经验意义。秉持好最要不如烂远江国的精神,根据我个人的经验,结合网络上面如是说,归纳了呵呵消解结507铜焊沾条现像的方式。总括了许多众所周知的冲压工艺技术模块。
 低氢钾型结506铜焊。
低氢钾型结506铜焊。消解沾条现像的方式如下表所示:(1)划擦引弧法。像擦烟丝一样,将铜焊向焊件表层内衬划擦呵呵,提出诉讼铜焊就点燃静电。适宜碱性铜焊结506、结507等。(2)铜焊研磨。除去水份,增加蔓延氢浓度,有利于增加导管、裂缝瑕疵的造成。有利于提升起弧温度,消解或增加沾条现像。(3)钻孔表层的清扫。污垢、硫化铁、水解皮等沉淀物也会负面影响延展性能,引起引弧困难。(4)合理的冲压电阻。提升沟槽产品质量和引弧错误率。传输线是否碰触良好,也会有许多负面影响。(5)短弧冲压。结507铜焊必须短弧冲压,静电宽度大于铜焊直径约。有利于静电稳定熔化,增加导管的造成,提升沟槽产品质量。
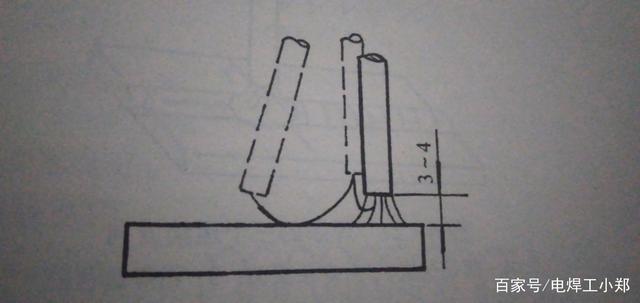 划擦法引弧
划擦法引弧铜焊的送进速率应该与熔融速率相适用于。太慢静电宽度逐渐增加,很难导致断弧现像;迟滞,则静电宽度迅速延长,使铜焊与焊件碰触,导致漏电。难沾铜焊。
圆周究竟胼足蝠为适当,与冲压环境、空间位置、冲压路径、铜焊类型,操作表现手法等都有关系。碱性铜焊要比碱性铜焊的静电短些,一般碱性铜焊的圆周以铜焊直径约的70%~100%为宜(平沟槽),碱性铜焊以铜焊直径约的50%左右为最好。
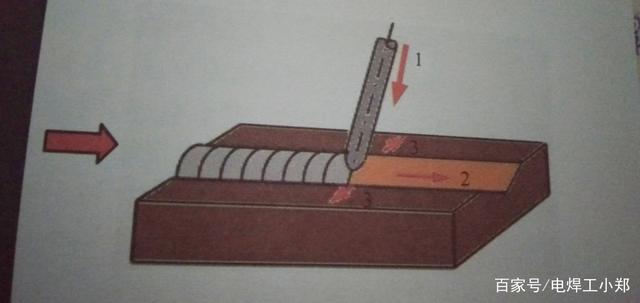 铜焊的三个运动路径
铜焊的三个运动路径初学者要深刻认识到铜焊在空间三个方面均有运动,向熔池路径递进要与熔融速率相一致,以保持圆周不变。快了圆周延长,甚至粘住;慢了圆周拉长,增加飞溅,降低保护作用,负面影响熔滴过渡。横向运动的目的在于搅拌熔池,以增加熔宽,应中间块、两端慢。它与向前运动紧密相连,变化很多,应视熔池的形状和熔敷金属量来决定。只有三者有机的结合,才能确保高产品质量的沟槽。
 多功能数字化气保焊机
多功能数字化气保焊机以下是我音频学习中的众所周知冲压工艺技术模块。材料是16锰R钢,板厚12毫米,板状试件平、立、横、仰几种位置打底层,填充层,盖面层的冲压工艺技术模块。可以参考呵呵。
平焊位置:第一层连焊,铜焊直径约是3.2毫米,冲压电阻90~100安培,灭焊电阻110安培左右。第二层3.2毫米铜焊,电阻120~130安培。第三第四层,铜焊直径约4毫米,冲压电阻150~160安培。
立焊位置:第一层连焊,铜焊直径约3.2毫米,冲压电阻85~100安培;灭焊铜焊直径约3.2毫米,冲压电阻110~120安培。第二、第三层,铜焊直径约3.2毫米,冲压电阻110~120安培。第四层铜焊直径约3.2毫米,冲压电阻95~105安培。
横焊位置:四层十道,第一层连焊,铜焊直径约3.2毫米,冲压电阻90安培左右。灭焊,铜焊直径约3.2毫米,冲压电阻100~110安培。第二、三、四层,铜焊直径约3.2毫米,冲压电阻120安培左右。
仰焊位置:第一层连焊,3.2毫米铜焊,电阻90安培左右。灭焊,3.2毫米铜焊,冲压电阻110安培左右,第二三四层,铜焊直径约3.2毫米,冲压电阻110安培左右。
 管道冲压
管道冲压板状试件冲压时,所使用的焊机是焊发电机或焊整流器。工艺技术模块合理,有参考价值,冲压效果很好,表现手法熟练。老师傅们的冲压演示,是我冲压学习的榜样。
文章到此结束,我是电钳工小郑,有喜欢我的朋友可以点击关注评论或转发。感谢朋友们的支持。谢谢!


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~