
06Cr17Ni12Mo2焊接头性能影响
06Cr17Ni12Mo2钢制是再造器的市场主体金属材料,其冲压接点明确要求具备与助焊剂完全相同或相似的力学操控性和耐蚀操控性。通常情况下06Cr17Ni12Mo2钢制冲压接点的气压能办到,但其冷弯操控性还不能获得确保。选用铜焊耐腐蚀和纯手工钨极氩弧焊三种冲压方式,科学研究了完全相同冲压规范化对接点冷弯操控性的负面影响。结论显示,冲压规范化对06Cr17Ni12Mo2钢制冲压接点的冷弯操控性负面影响非常大,大规范化的纯手工钨极氩弧冲压头的冷弯操控性极差。
锻造再造器的市场主体金属材料为06Cr17Ni12Mo2莱氏体钢制,主要入役于易燃的组织工作自然环境。该电子设备的操作方式旋转磁场非常复杂,对冲压接点操控性有极高的明确要求。莱氏体钢制电阻率小,线电阻率大,冲压操作方式过程中接点足部低温等待时间极短,难在沟槽逐步形成粗壮的柱状晶组织机构。与此同时由于沉淀物原素的偏析,在冲压形变的促进作用下难造成冲压热裂缝。因而该钢种在冲压操作方式过程中所推荐选用较细的热输出,铜焊耐腐蚀时,宜选用小直径约铜焊加速展毛焊,在接合处温控上可选用雅雷的方式以加速加热。除此之外为提升沟槽的耐热裂操控性和耐蚀操控性,冲压时要当心坡口地区的清扫。该文选用铜焊耐腐蚀和纯手工钨极氩弧焊三种冲压方式,科学研究了完全相同冲压工艺技术规范化对06Cr17Ni12Mo2钢接点操控性的负面影响。
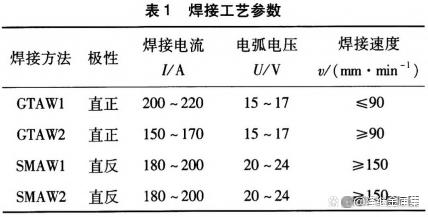
测试中焊 条耐腐蚀和纯手工钨极氩弧焊冲压工艺技术模块六义1

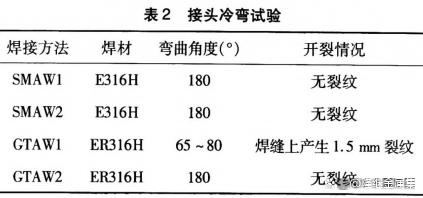
铜焊耐腐蚀和纯手工钨极氩弧焊卷曲测试结论六义2。
06Cr17Ni12Mo2钢制冲压接点冷弯开裂的原因主要是由于接点中熔合区存在显微裂缝,冷弯时裂缝扩展所致。所用焊材在冲压工艺技术合理的前提下可满足冲压接点的冷弯操控性。06Cr17Ni12Mo2钢制选用大规范化冲压,接合处温度高于150 ℃时,热裂缝倾向非常大,冷弯操控性也极差。实际生产中应严格按照冲压工艺技术,接合处温控在150 ℃以内。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~