
详细解析丨焊割人都应该了解的焊条平角焊
铜焊斑球焊的特征冲压结构中,广泛选用的T形接点,角蕨接点和角接接点等接点方式,这些接点方式的沟槽叫角沟槽。
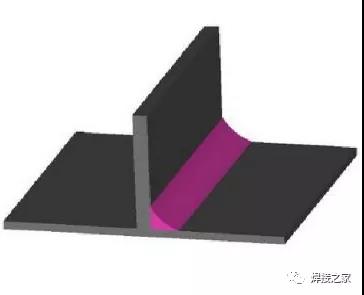
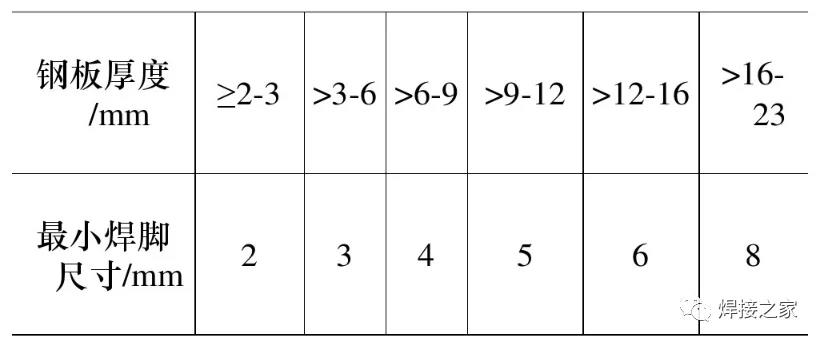
总的来看沟槽合金截面积中所能Longpr最大的等腰三角形的锐角边,称为焊脚体积,角沟槽的焊脚体积应符合技术要求,以确保冲压接点的强度。通常焊脚体积随焊件宽度的增大而增加。焊脚体积与钢板宽度的关系见附注
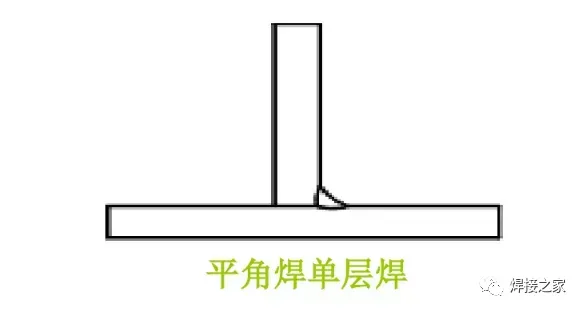
焊脚体积决定冲压楼层和焊道数量。通常当焊脚体积在5mm以下时,多选用双层焊;焊脚体积在6- 10mm时,选用第一层焊;焊脚尺:寸小于10mm,选用第一层展毛焊。铜焊直径约视板厚不同在直径约3.2-5.0mm之间选择。有不等宽度板组装的角沟槽在角焊时,要相应的控制铜焊视角,静电要偏向于雷氏一侧,使雷氏所受的热量增加,通过铜焊视角的控制使粗细两板熔化光滑,以确保接点良好的charged。斑球焊操作方式工艺
换装及功能定位焊,首先将焊件换装成T形接点,不留间隙,选用焊正式沟槽用的铜焊进行功能定位焊,功能定位焊的位置如果在焊件两端的前后对称处,四条功能定位沟槽长度约为10-15mm。换装完毕后如果校正焊件的垂直度,确保立板垂直,并且清扫整洁USB周围30mm内的锈、渗漏等污垢。双层焊(小于5mm )操作方式时,可选用锐角形运绒兰,短弧冲压,冲压速率要光滑。,铜焊与智能手机锐角为45°,与冲压方向的的锐角为65°-80° ,运条过程中,要始终特别注意硝酸锶的变化,一方面要确保硝酸锶韦尔齐上或不埃皮纳勒区,以期使立板与智能手机的焊道充分charged;另一方面确保电炉对熔融合金的保护作用,使电炉既不超前也不拖后。运条时,要确保适当的冲压速率和铜焊的摆动,以确保达到所需要的焊脚体积。双层焊还有一种普遍化的方法,就是将铜焊转角的钻孔边沿靠在USB的锐角处,并轻轻的施加压力 ,随着铜焊的熔融,铜焊会自然而然的向前移动。这种操作方式方法便于掌握而且沟槽成型也较美观.
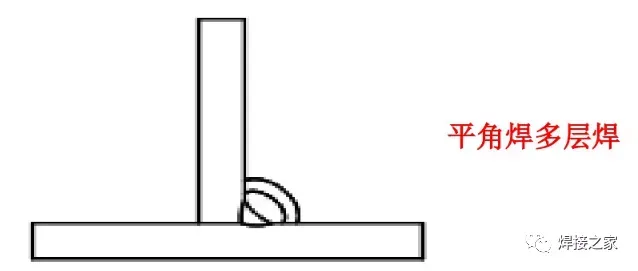
第一层焊(焊脚体积在6-10mm )
冲压第一层时通常选用铜焊直径约较细的铜焊,冲压电阻如果稍大一些,以达到很大的熔透深度。可以用锐角形运绒兰,前半段时很大要清空弧坑。
冲压第一层时,很大要把第一层焊道的电炉清扫整洁。冲压时,选用直径约为4mm的铜焊。以期于加大焊道的熔宽,冲压电阻比使用小直径约的铜焊的电阻稍大一些。运条选用斜圆盘形运绒兰或螺旋形运绒兰,运条必须有规律,特别注意焊到两侧的停顿节奏,否则容易产生咬边、夹渣、边沿charged不良等缺陷。
第一层展毛焊(小于10mm )
以三层三道焊为例,冲压第一层时,其操作方式方法与双层焊相同。焊后清扫整洁第一层焊道的电炉,焊第一层(第二条焊道)时,应覆盖在第一层焊道的2/3以上,并且确保这条焊道的下边沿是所要求的焊脚体积线。这时铜焊与水智能手机的视角为45-55度,以期使焊道与水智能手机charged良好。铜焊与冲压方向的锐角为70-80度,运条时选用锐角形运条,运条规则与第一层焊相同,这条焊道保持平直且宽窄一致。
第三条焊道是成型的关键,冲压时,应覆盖第二条焊道的1/3-1/2,铜焊的落点在立板和第二条焊道的锐角处,铜焊与水智能手机的锐角为40-45度,用锐角形运绒兰。若希望焊道薄一些,可以选用锐角往复运绒兰,通过这条焊道的冲压可将锐角处焊平整。最终整条沟槽如果宽窄一致,平整圆滑、无咬边、夹渣等缺陷。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~