
特种设备压力管道容器焊接操作工证的焊接方法与代号
五种冲压形式都可以整体表现为纯手工焊、突击焊、手动焊等操作形式形式。
一、铜焊耐腐蚀 SMAW
 铜焊耐腐蚀 SMAW
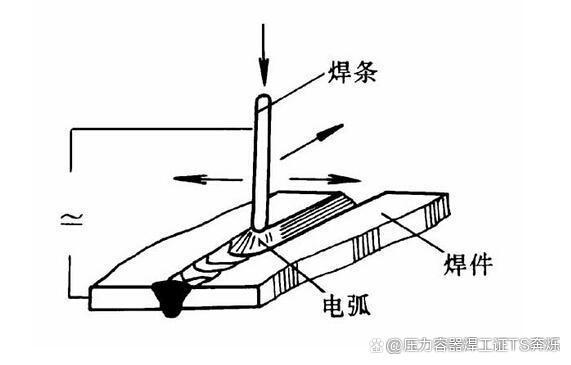
铜焊耐腐蚀 SMAW耐腐蚀,是指用静电做为冷却系统,借助水蒸气振动的电磁场,将热能切换为冲压所需的热能和化学能,进而达至相连合金的目地。主要就形式有铜焊耐腐蚀、埋焊、液体为保护焊等,它是应用领域最广为、最重要的THF1形式,占冲压制造总额的60%以内。
铜焊耐腐蚀是建筑业中应用领域最广为的冲压形式,它的基本原理是借助静电振动(通称静电熔化)所造成的热能将铜焊与钻孔相互熔融并在熔融后逐步形成沟槽,进而赢得稳固接点的冲压操作过程。
二、spinningOFW
 spinningOFW
spinningOFWspinning,借助易燃液体与饮者液体混和熔化聚合的闪电为冷却系统,熔融焊件和冲压合金材料使之达至中心原子紧密结合的一类冲压形式。
饮者液体主要就为氮气,易燃液体主要就选用乙烷、天然气LPG等。所采用的冲压合金材料主要就主要包括易燃液体、饮者液体、塞雷县、spinning硫化剂等。特征电子设备单纯不需以电。电子设备主要就主要包括氧钢瓶、乙烷瓶(如选用乙烷做为易燃液体)、减压器、乌兹县、焊丝等。由于所制存储液体的钢瓶为建筑施工、液体为危险品液体,因此该形式是大部份冲压形式中危害性最低的众所周知。
三、钨极液体为保护焊GTAW
 钨极液体为保护焊GTAW
钨极液体为保护焊GTAW钨极液体为保护焊简称TIG或GTAW。属于不(非)熔融极液体为保护焊,是借助钨电极与钻孔之间的静电使合金熔融而逐步形成沟槽。冲压中钨极不熔融,只起电极作用,电焊炬的喷嘴送进氦气或氩气,起为保护电极和熔池的作用,还可根据需要另外添加填充合金。是相连薄板合金和打底焊的一类极好的冲压形式。
四、熔融极液体为保护焊GMAW(含药芯塞雷县耐腐蚀FCAW)
 熔融极液体为保护焊GMAW
熔融极液体为保护焊GMAW熔融极液体为保护焊是指借助塞雷县与钻孔间造成的静电作冷却系统将合金熔融的冲压形式。冲压操作过程中,静电熔融塞雷县和母材逐步形成的熔池及冲压区域在惰性液体或活性液体的为保护下,可以有效地阻止周围环境水蒸气的有害作用。
五、埋焊SAW
 埋焊SAW
埋焊SAW埋焊(含埋弧堆焊及电渣堆焊等)是一类静电在焊剂层下熔化进行冲压的形式。其固有的冲压质量稳定、冲压制造率高、无弧光及烟尘很少等优点,使其成为建筑施工、管段制造、箱型梁柱等重要钢结构制作中的主要就冲压形式。
六、电渣焊ESW
 电渣焊ESW
电渣焊ESW电渣焊是借助电流通过熔渣所造成的电阻热做为冷却系统,将填充合金和母材熔融,凝固后逐步形成合金中心原子稳固相连。在开始冲压时,使塞雷县与起焊槽短路起弧,不断加入少量固体焊剂,借助静电的热能使之熔融,逐步形成液态熔渣,待熔渣达至一定深度时,增加塞雷县的送进速度,并降低电压,使塞雷县插入渣池,静电熄灭,进而转入电渣焊冲压操作过程。
电渣焊主要就有熔嘴电渣焊、非熔嘴电渣焊、丝极电渣焊、板极电渣焊等。
七、等离子焊PAW
 等离子焊PAW
等离子焊PAW等离子焊是指借助等离子弧高能量密度束流做为冲压冷却系统的THF1形式。等离子弧冲压具有能量集中、制造率高、冲压速度快、应力变形小、电孤稳定且适宜冲压薄板和箱材等特征,特别适合于各种难熔、易氧化及热敏感性强的合金合金材料(如钨、钼、铜、镍、钛等) 的冲压。
八、气电立焊EGW
 气电立焊EGW
气电立焊EGW气电立焊是由普通熔融极液体为保护焊和电渣焊发展而逐步形成的一类熔融极液体为保护耐腐蚀形式。
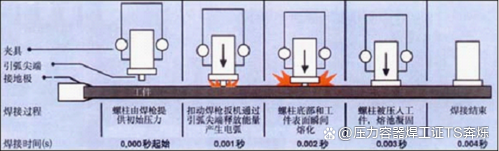
九、摩擦焊FRW
 摩擦焊FRW
摩擦焊FRW摩擦焊是指借助钻孔接触面摩擦造成的热能为冷却系统,使钻孔在阻力作用下造成塑性变形而进行冲压的形式。
十、螺柱耐腐蚀SW
 螺柱耐腐蚀SW
螺柱耐腐蚀SW静电螺柱焊,螺柱在陶瓷或石墨支撑圈内引燃静电得以加热,然后加压实现的冲压。可选用渣或气为保护,但也可不加为保护。螺柱通常需加工成锥形并涂以引弧剂。可选用普通焊电源加定时控制器进行操作形式。也可借助电罐子充振动基本原理实现,称电容储能螺柱焊
建筑施工焊工证
阻力管线罐子焊工证书的基本知识考试范围、冲压操作形式技能考试要素


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~