
老师傅告诉你:焊接过程中,如何调电流大小
他们在冲压的这时候,特别是才刚自学冲压的这时候通常都不晓得好不好的电阻最合适,或者就大了,或者就小了。
所以是不是就能透过冲压操作过程推论电阻的大小不一呢?那时帮我们重新整理下,怎样推论电阻的大小不一,归纳留下来是三个词一听、四看。
一听:听声响
冲压时能从静电的声响来推论电阻的大小不一。
电阻非常大时,收到一阵阵声响,有如大江小溪那样;
电阻较半小时,收到咝咝声响,所以难断弧;
电阻稍低时,会收到小龙的声响,与此同时夹着悦耳的噼啪声。
四看:
1. 看倾倒

电阻过半小时,静电吹力小,溶渣和截叶不难看清。电阻过大时,静电吹力大,可看见非常大的截叶微粒向硝酸锶外倾倒,冲压时爆烈声大。
2. 看铜焊熔融状况

电阻过小,铜焊熔融十分困难,难粘在焊件上。电阻过大时,当铜焊熔融到半边之后,余下铜焊再次出现过饱和状况,即使再次出现药皮开裂现像。
怎样从对冲压操作过程由此可知冲压电阻大小不一?如下表所示:
3. 看硝酸锶情况

在冲压操作过程中,检视硝酸锶情况,控制整操作方式,是获得市场预期平庸沟槽花纹常见的方式,溶池的花纹充分反映出电阻的大小不一。
怎样从对冲压操作过程由此可知冲压电阻大小不一?
如下表所示电阻大时,硝酸锶呈长形图(a);
电阻半小时,硝酸锶呈扁形(b);
电阻稍低时,硝酸锶花纹是鸭蛋形(c)。
4. 看沟槽成形。
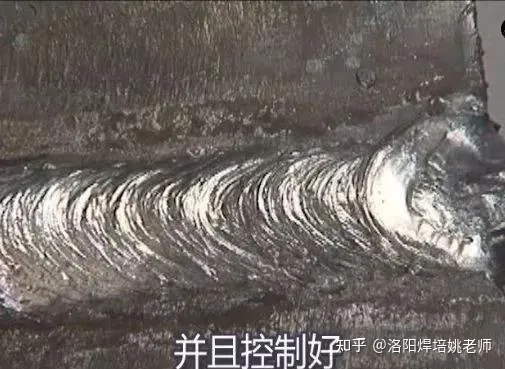
电阻过大时,熔深大,沟槽宽而低,两侧难产生咬边,焊波粗糙;电阻过半小时,沟槽窄而高,两侧与母材金属熔合不良;
电阻稍低时,沟槽两侧与母材金属熔合良好,沟槽成形良好,焊波美观,高度稍低,呈圆滑过渡。
其中冲压时决定冲压电阻的依据很多,如铜焊类型、铜焊直径、焊件厚度、接头形式、沟槽位置和层数等。但主要的是铜焊直径和沟槽位置。
一、冲压电阻和铜焊直径的关系:铜焊直径的选择取决于焊件的厚度和沟槽的位置。
二、冲压电阻和沟槽位置的关系:在冲压平沟槽时,由于运条和控制硝酸锶中的熔融金属都比较难,因此能选择非常大的冲压电阻进行冲压。
但在其它位置冲压时,为了避免熔融金属从硝酸锶中流出,要使硝酸锶尽可能小些,所以冲压电阻相应要比平焊小一些。
通常在使用碱性铜焊时,冲压电阻要比酸性灶条小一些。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~