
镍基复合材料用电焊条打底比氩弧焊牛逼?那么如何填充盖面?

01
甚么是镍基金属材料
镍基金属材料具备较好的低温和低温气压和卓越的抗锈蚀能,多用作管线电子设备、石化工业电子设备、蒸气燃煤电子设备、煤炭行业等低温高压、锈蚀气压非常大且需在稳步低温或低温下运转的货物运输管线及电子设备中。但虽然镍AlGaAs保暖性差、线电阻率大、加热速率较快、charged操控性不太好、铁液资金面差,因此冲压操作过程中为保护失当会造成硝酸锶水解等瑕疵。
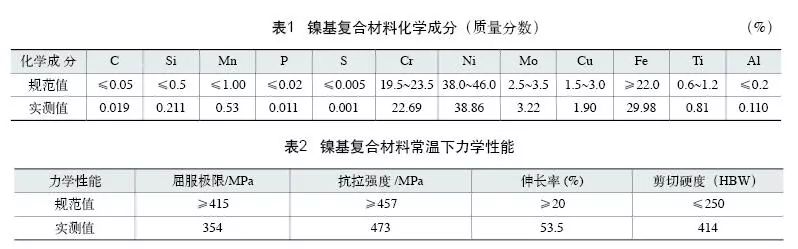
虽然扁枝与农村基层的金属材料相同,常因金属材料的保暖性和热电阻率相同而再次出现金属材料溶化等现像,那些利空因素更减少了冲压技术难度,因此应制订细致的冲压操作方式工艺技术,并严苛依照工艺技术展开冲压。镍基金属材料的成份如表1右图,二水解锰机械操控性如表2右图。
02
要选甚么样的焊材呢?
根据标准规范SH/T3523/SH/T3527展开冲压金属材料筛选,确定ENiCrMo-3为冲压充填金属材料。
根据选定的充填金属材料采购了三个厂家的焊条,分别为smc、山特维克、林肯,并对三种焊条的操作方式操控性和焊缝成形做比较。经试验对比,smc厂家焊条冲压操作过程中电弧稳定,脱渣操控性好,造成飞溅少,焊条过热受损量小,能够满足冲压需要。
03
冲压电源极性怎么选?
(1)直流正接腮红直流正接断弧冲压时,电弧偏吹现像严重,根部再次出现单边未charged现像,焊缝正面再次出现较严重坠瘤,因此不能满足质量要求(见图1)。

图1 直流正接腮红正面成形
(2)直流反接直流反接断弧冲压时,冲压电弧偏吹非常大,焊条端部熔化速率较快,硝酸锶不能送到焊缝背面,硝酸锶温度高,焊条热损失严重,焊条药皮脱落较多,易再次出现焊条沾粘现像,不能满足焊条电弧焊腮红需求(见图2)。

图2 直流反接冲压工艺技术正面成形
(3)交流冲压电源交流弧冲压时,冲压偏吹现像较小,硝酸锶形态较清晰,焊条端部药皮脱落不明显,电弧稳定性适中,背面穿透能力较好,焊条热损量相对较小。6点位置采用连弧焊背面成形和操作方式性较好,其余位置为了减小热输入采用断弧焊方法。虽然正面也再次出现两侧夹沟现像,不过相较直流电源时清理力度减小。这种方法能够较好的满足焊条电弧焊腮红的施焊工艺技术(见图3)。

图3 交流电源冲压正面成形
04
焊前怎么准备?
金属材料组对前对坡口内外两侧20mm范围内的油污锈迹等脏物用专用磨光片打磨干净。组对前认真检查坡口的角度、钝边、壁厚、冲压金属材料是否与冲压工艺技术规程一致。采用加固板方式点固,以减少腮红层的冲压接头,点固点应在农村基层侧。对于需要采用硬性矫正的试件,矫正工具和矫正点固点应在农村基层侧,焊前完成后打磨光滑。
当冲压环境温度低于0℃或潮湿度非常大时,应对点固区域展开预热,预热温度不高于15℃。虽然镍基金属材料的收缩性非常大,为了腮红层能更好的操作方式,要求组对间隙6点位置2.5mm,12点位置4.0mm,组对钝边1.0~1.5mm为宜。坡口组对形式如图4右图。

图4 坡口组对形式
05
冲压工艺技术就得这么焊
腮红层为了避免硝酸锶在正面焊缝造成坠瘤,坡口两侧charged较好,冲压操作过程中焊条向坡口根部用力送进,并在坡口两侧稍许停留,以保证背面的穿透和坡口两侧的charged性。虽然焊条电弧焊时焊条的电阻大、焊条易发红,后半部分焊条的使用操控性较差,因此在冲压操作过程中应留有稍长的焊条头,以5cm为宜,避免再次出现焊条沾粘、为保护不良等冲压瑕疵。
腮红时要注意焊条的角度,6点位置焊条应稍向后倾斜与试件呈80°夹角向根部送进上顶,以拖住硝酸锶减轻硝酸锶下坠倾向。腮红层冲压熄弧再起弧处的接头要打磨光滑,并修磨出能够保证接头穿透的斜面(见图5)。

图5 冲压接头修磨
在完成6点部位的连弧焊操作方式后,到达5点和7点位置,为了减少硝酸锶过渡坠瘤,改为断弧焊工艺技术。虽然镍基金属材料硝酸锶资金面差、加热速率快等特点,因此断弧腮红时的频率要快,再起弧的位置要准,通常在上一硝酸锶加热到二分之一时,展开下一弧的引燃,并在硝酸锶温度最高的地方再起弧(即硝酸锶最亮的地方)。腮红时硝酸锶易往焊缝中间聚集、两侧易夹沟,因此焊条要做左右摆动,使硝酸锶能够到达焊缝坡口的两侧,分散硝酸锶中间的温度,确保背面焊缝两侧charged较好。
断弧焊时要求收弧稳定有力、不拖泥带水,把焊条端部的熔化残余甩掉,以便于下一电弧的再次引燃,减少焊条沾粘现像。虽然镍基金属材料的熔深较浅,盲目的增大冲压参数并不能起到增大熔深的目的,还会使焊条的电阻更大、更易发红,造成药皮脱落严重,常因为保护不良造成气孔等瑕疵,因此应选用稍小的冲压参数。
完成腮红层冲压后,要对焊缝正面展开清根打磨,把焊缝打磨平整便于下一层的冲压,也能更好的保证冲压质量。虽然打磨光滑后的腮红层较薄,因此在接下来的充填层应采用较小的焊条直径和较小的冲压参数展开充填。
充填层采用直流反接工艺技术,冲压操作过程中虽然在熄弧处易再次出现弧坑裂纹,因此在收弧时应使焊条向后回压收弧,或采用断弧2~3次的方式展开熄弧,以减少熄弧处的厚度,减小裂纹的形成几率。虽然硝酸锶的资金面较差、凝结速率较快,中间易再次出现凸起两侧夹沟的现像,因此在冲压操作过程中,可采用反月牙运条方式,摆动宽度最大不得超过焊条直径的3倍,当单道宽度超过此值时,应展开分道冲压。
虽然镍基复合管线属于异种金属材料的热轧钢,镍金属材料的熔点温度较碳钢要低、散热能力较碳钢要差、线电阻率较碳钢要大等因素,造成冲压操作过程中镍基金属材料与碳钢层相charged时熔敷深度较浅,易再次出现层间未charged和侧壁未charged,因此每层的焊缝厚度以不超过焊条直径的1.0~1.5倍为宜,在坡口两侧边角减少停留时间,以使镍金属材料能够较好的与碳钢农村基层相charged。
展开分道冲压时应根据实际的焊缝宽度选择相应的焊道道数,以分两道为例,第一道应覆盖原始焊缝的2/3位置,第二道应覆盖第一道焊缝的1/2位置,以保证焊缝整体成形平整。如需要分3道或3道以上冲压时,应先焊坡口两侧后焊中间。
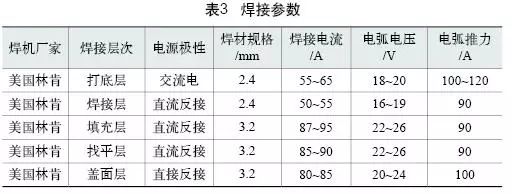
冲压操作过程中并不是减少冲压电流就能够减少焊缝的熔深,虽然镍基金属材料散热较差、电阻非常大,增大电流时会使冲压金属材料通过的热量更大,造成冲压金属材料的受热损失量加大,因此应减少电弧推力,减少电弧的挺度,来减少硝酸锶的熔敷深度。Daye外观成形如图6右图,冲压操作方式实际参数如表3右图。

图6 焊缝Daye外观成形
06
这种工艺技术怎么样?
此工艺技术与氩弧焊腮红工艺技术相比,具备操作方式电子设备简单,减少背面充气技术难度,抗风能力强等优点,适用作不易展开背面充气为保护展开返修的位置。但同时对焊工的技能水平也有更高层次的要求,需要焊工手稳、经验丰富、观察能力强,并且对镍基金属材料的冲压性有足够的掌握、对瑕疵的分析透彻。
来源:《金属加工(热加工)》2018年第12期

精彩内容

免责声明:本公众号所载文章来自网络或网友投稿,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系删除!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~