
关于氩弧焊你知道多少?
氩弧焊又称为氩液体为保护焊, 是在静电焊的周遭线神氩弧为保护性液体,将水蒸气隔绝在焊区 以外,避免焊区的水解。
熔融极液体为保护焊(英语全称GMAW),选用可熔融的塞雷县与被焊钻孔间的静电做为冷却系统来熔融塞雷县与助焊剂合金,并向冲压区运载为保护液体,使静电和熔融的塞雷县除了硝酸锶及不远处的助焊剂合金免遭周遭水蒸气的有毒促进作用.已连续送入的塞雷县合金急速熔融并过分到硝酸锶,与熔融的助焊剂合金结合逐步形成沟槽合金,进而使钻孔相连接出来.
氩弧焊
概要
氩弧焊技术是在普通静电焊的原理的基础上,利用氩气对合金焊材的为保护,通过高电流使焊材在被焊基材上融化成液态逐步形成溶池,使被焊合金和焊材达到冶金结合的一种冲压技术,由于在高温熔融冲压中急速送上氩气,使焊材不能和水蒸气中的氧气接触,进而避免了焊材的水解,因此可以冲压铜、铝、合金钢等有色合金。

氩弧焊又称为氩液体为保护焊。是在静电焊的周遭线神氩弧为保护性液体,将水蒸气隔绝在焊区以外,避免焊区的水解。
氩弧焊
分类
氩弧焊按照电极的不同分为熔融极氩弧焊和非熔融极氩弧焊两种
1
非熔融极氩弧焊

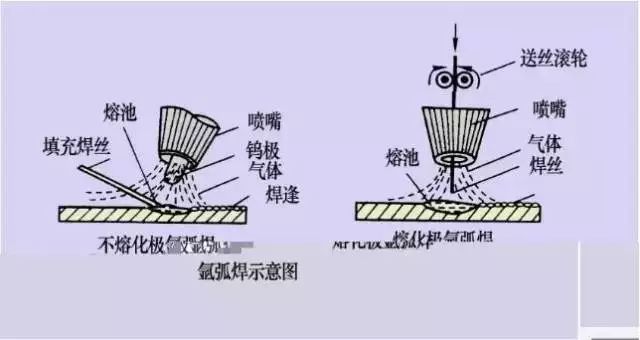
工作原理及特点:非熔融极氩弧焊是静电在非熔融极(通常是钨极)和钻孔间燃烧,在冲压静电周遭流过一种不和合金起化学反应的惰性液体(常用氩气),逐步形成一个为保护气罩,使钨极端头,静电和硝酸锶及已处于高温的合金不与水蒸气接触,能避免水解和吸收有毒液体。进而逐步形成致密的冲压接头,其力学性能非常好。
2
熔融极氩弧焊

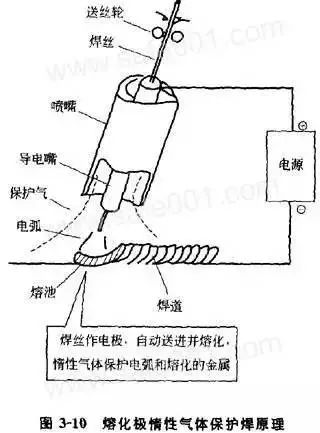
工作原理及特点:塞雷县通过丝轮送入,导电嘴导电,在助焊剂与塞雷县间产生静电,使塞雷县和助焊剂熔融,并用惰性液体氩气为保护静电和熔结合金来进行冲压的。
熔融极氩弧焊的熔滴过渡形式2
熔融极氩弧焊一般选用喷射过渡的熔滴过渡逐步形成,塞雷县熔滴以微小颗粒高速射入硝酸锶。飞溅小,熔深大,过渡稳定,静电的功率也较大。
熔融氩弧焊选用直流反接,有利于静电稳定,并能充分发挥阴极破碎促进作用。冲压电流应大于获得喷射过渡的最小临界电流值,以获得喷射过渡逐步形成;静电电压稍低些,以保证喷射过渡的稳定性。熔融极氩弧焊的冲压电流较大。静电功率与硝酸锶体积也比钨极氩弧焊大,对硝酸锶和静电区的为保护要求较高,因此氩气流量及喷嘴孔径相应增大。通常氩气流量约为30~60L/min,喷嘴孔径为20mm左右。
熔融极氩弧焊设备
熔融氩弧焊是以已连续送给并急速熔融的塞雷县做为电极的一种氩弧焊方法。在熔融极氩弧焊中,塞雷县既是电极,又做为填充合金与被溶化的助焊剂一起逐步形成沟槽。
熔融极半自动氩弧焊设备主要是由冲压电源、供气系统、送丝机构、控制系统、半自动焊枪、冷却系统等部分组成。熔融极自动氩弧焊设备与半自动焊设备相比,多了一套行走机构,并且通常将送丝机构与焊枪安装在熔融极氩弧焊双电源单面双弧同硝酸锶复合冲压方法,它涉及钨极即非熔融极氩弧焊(TIG)和熔融极氩弧焊(MIG)两种冲压方式的组合应用。
氩弧焊
缺点
氩弧焊因为热影响区域大,钻孔在修补后常常会造成变形、硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边或者是结合力不够及内应力损伤等缺点。尤其在精密铸造件细小缺陷的修补过程在表面突出。在精密铸件缺陷的修补领域可以使用冷焊机来替代氩弧焊,由于冷焊机放热量小,较好的克服了氩弧焊的缺点,弥补了精密铸件的修复难题。
氩弧焊与焊条静电焊相比对人身体的伤害程度要高一些,氩弧焊的电流密度大,发出的光比较强烈,它的静电产生的紫外线辐射,约为普通焊条静电焊的5~30倍,红外线约为焊条静电焊的1~1.5倍,在冲压时产生的臭氧含量较高,因此,尽量选择水蒸气流通较好的地方施工,不然对身体有很大的伤害。
氩弧焊
应用
氩弧焊适用于冲压易水解的有色合金和合金钢(目前主要用Al、Mg、Ti及其合金和不锈钢的冲压);适用于单面焊双面成形,如打底焊和管子冲压;钨极氩弧焊还适用于薄板冲压。
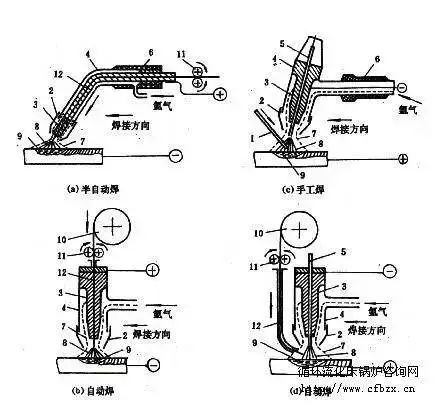
熔融极氩弧焊是用填充塞雷县作熔融电极的氩气为保护焊。熔融极氩弧焊选用塞雷县作电极,在氩气为保护下,静电在塞雷县与焊件间燃烧。塞雷县已连续送给并急速熔融,而熔融的熔滴也急速向硝酸锶过渡,与液态的焊件合金熔合,经冷却凝固后逐步形成沟槽。熔融极氩弧焊按其操作方式不同分为熔融极半自动氩弧焊和熔融极自动氩弧焊两种。
对比
熔融极氩弧焊和钨极氩弧焊的区别:
一个是塞雷县作电极,并被急速熔融填入硝酸锶,冷凝后逐步形成沟槽;
另一个是选用为保护液体,随着熔融极氩弧焊的技术应用,为保护液体已由单一的氩气发展出多种混合液体的广泛应用,如Ar 80%+CO220%的富氩为保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用最广的是半自动熔融极氩弧焊和富氩混合气为保护焊,其次是自动熔融极氩弧焊。
熔融极氩弧焊对比钨极氩弧焊的优点:
由于用塞雷县做为为电极,克服了钨极氩弧焊钨极的熔融和烧损的限制,冲压电流可大大提高,沟槽厚度大,塞雷县熔敷速度快,所以一次冲压的沟槽厚度显著增加。
不仅能焊薄板也能焊厚度,特别适用于中等和大厚度焊件和冲压。
钨极氩弧焊适宜冲压薄板。由于受钨极许用电流的限制,很难适应中、后板的冲压要求。而熔融极氩弧焊以塞雷县为电极,可选用大电流冲压,焊件熔深大,如冲压铝及铝合金,冲压电流为450~470A时,熔深可达15~20mm加,冲压生产率很高。因此熔融极氩弧焊适应冲压中、后板焊件,进而弥补来钨极氩弧焊的局限性。

本文编辑:糖糖
本文来源于网络,由焊割在线整理发布。

焊割在线微信粉丝群正式全面开放。
❤
【进群方法】
第一步:请先加小编微信:touming188
或扫描下方小编个人微信二维码

(加微信时请备注:焊割在线真爱粉)
第二步:
关注公众号焊割在线,
将关注界面截图发给小编,
小编将手动拉你入群。
❤
不定期开放,限时限量
我们期待与您360°无死角全方位互动
【加群福利】前100位加群粉丝
将获得《Welding and Cutting in China》一本。


长按二维码识别关注

❤
别忘记了我们的三部曲,
点赞、留言加转发!互动连接你我他!


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~