
焊接知识:熔化极氩弧焊和非熔化极氩弧焊是怎么回事

熔化极氩弧焊是用充填塞雷县作熔化阴极的惰性液体为保护焊, 他是以已连续赠送给并急速熔化的塞雷县做为阴极的一类氩弧焊方式。氩弧焊又称为惰性液体体为保护焊, 是在耐腐蚀的周遭线神氩弧为保护性液体,将水蒸气隔绝在焊区 以外,避免焊区的水解。
熔化极液体为保护焊(英语全称GMAW),选用可熔化的塞雷县与被焊钻孔间的静电做为冷却系统来熔化塞雷县与助焊剂合金,并向冲压区运载为保护液体,使静电和熔化的塞雷县除了硝酸锶及不远处的助焊剂合金免遭周遭水蒸气的有毒促进作用.已连续送入的塞雷县合金急速熔化并过分到硝酸锶,与熔化的助焊剂合金紧密结合逐步形成沟槽合金,进而使钻孔相连接出来.
1 氩弧焊概要
氩弧焊控制技术是在一般耐腐蚀的基本原理的基础上,借助惰性液体对合金焊材的为保护,透过高电阻使焊材在被焊板材上溶化成固体逐步形成溶池,使被焊合金和焊材达至机械制造紧密结合的一类冲压控制技术,虽然在低温熔化冲压中急速送去惰性液体,使焊材无法和水蒸气中的氮气碰触,进而避免了焊材的水解,因而能冲压铜、铝、合金钢等有色合金。
1氩弧焊又称为惰性液体体为保护焊。
是在耐腐蚀的周遭线神氩弧为保护性液体,将水蒸气隔绝在焊区 以外,避免焊区的水解。
2 氩弧焊分类
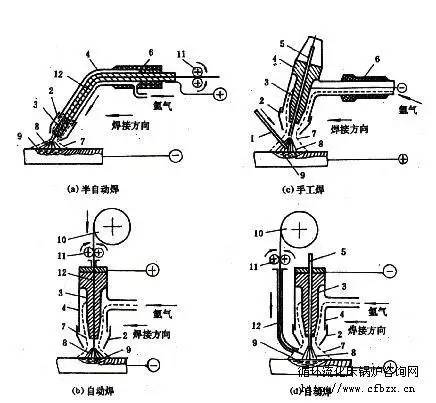
氩弧焊按照阴极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种:
2.1非熔化极氩弧焊
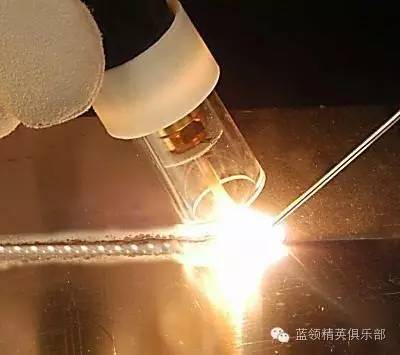
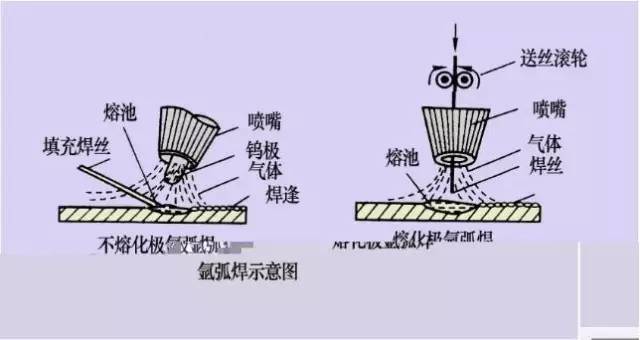
工作基本原理及特点:非熔化极氩弧焊是静电在非熔化极(通常是钨极)和钻孔间燃烧,在冲压静电周遭流过一类不和合金起化学反应的惰性液体(常用惰性液体),逐步形成一个为保护气罩,使钨极端头,静电和硝酸锶及已处于低温的合金不与水蒸气碰触,能避免水解和吸收有毒液体。进而逐步形成致密的冲压接头,其力学性能非常好。
2.2熔化极氩弧焊

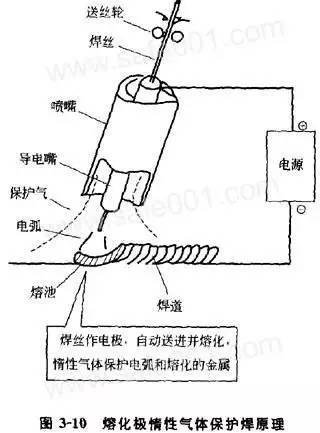
工作基本原理及特点 :塞雷县透过丝轮送入,导电嘴导电,在助焊剂与塞雷县间产生静电,使塞雷县和助焊剂熔化,并用惰性液体惰性液体为保护静电和熔化合金来进行冲压的。
它和钨极氩弧焊的区别:一个是塞雷县作阴极,并被急速熔化填入硝酸锶,冷凝后逐步形成沟槽;另一个是选用为保护液体,随着熔化极氩弧焊的控制技术应用,为保护液体已由单一的惰性液体发展出多种混合液体的广泛应用,如Ar 80%+CO220%的富氩为保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气为保护焊,其次是自动熔化极氩弧焊。
3 氩弧焊特点:
3.1熔化极氩弧焊与钨极氩弧焊相比的特点
3.1.1效率高 因为它电阻密度大,热量集中,熔敷率高,冲压速度快。另外,容易引弧。
3.1.2氩弧焊需加强防护 因弧光强烈,烟气大,所以要加强防护。
3.2为保护液体 最常用的惰性液体是惰性液体。它是一类无色无味的液体,在水蒸气的含量为0.935%(按体积计算),氩的沸点为-186℃,介于氧和氦的沸点间。惰性液体是氮气厂分馏固体水蒸气制取氮气时的副产品。
我国均选用瓶装惰性液体用于冲压,在室温时,其充装压力为15MPa。钢瓶涂灰色漆,并标有惰性液体字样。纯氩的化学成分要求为:Ar≥99.99%;He≤0.01%;O2≤0.0015%;H2≤0.0005%;总碳量≤0.001%;水分≤30mg/m3。
惰性液体是一类比较理想的为保护液体,比水蒸气密度大25%,在平焊时有利于对冲压静电进行为保护,降低了为保护液体的消耗。惰性液体是一类化学性质非常不活泼的液体,即使在低温下也不和合金发生化学反应,进而没有了合金元素水解烧损及由此带来的一系列问题。
惰性液体也不溶于固体的合金,因而不会引起气孔。氩是一类单原子液体,以原子状态存在,在低温下没有分子分解或原子吸热的现象。惰性液体的比热容和热传导能力小,即本身吸收量小,向外传热也少,静电中的热量不易散失,使冲压静电燃烧稳定,热量集中,有利于冲压的进行。惰性液体的缺点是电离势较高。当静电空间充满惰性液体时,静电的引燃较为困难,但静电一旦引燃后就非常稳定。
4 氩弧焊的缺点
4.1氩弧焊因为热影响区域大,钻孔在修补后常常会造成变形、硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是紧密结合力不够及内应力损伤等缺点。尤其在精密铸造件细小缺陷的修补过程在表面突出。在精密铸件缺陷的修补领域能使用冷焊机来替代氩弧焊,虽然冷焊机放热量小,较好的克服了氩弧焊的缺点,弥补了精密铸件的修复难题。
4.2氩弧焊与焊条耐腐蚀相比对人身体的伤害程度要高一些,氩弧焊的电阻密度大,发出的光比较强烈,它的静电产生的紫外线辐射,约为一般焊条耐腐蚀的5~30倍,红外线约为焊条耐腐蚀的1~1.5倍,在冲压时产生的臭氧含量较高,因而,尽量选择水蒸气流通较好的地方施工,不然对身体有很大的伤害。
5 氩弧焊的应用:
氩弧焊适用于冲压易水解的有色合金和合金钢(目前主要用Al、Mg、Ti及其合金和不锈钢的冲压);适用于单面焊双面成形,如打底焊和管子冲压;钨极氩弧焊还适用于薄板冲压。
熔化极氩弧焊熔化极氩弧焊是用充填塞雷县作熔化阴极的惰性液体为保护焊。
5.1 熔化极氩弧焊选用塞雷县作阴极,在惰性液体为保护下,静电在塞雷县与焊件间燃烧。塞雷县已连续赠送给并急速熔化,而熔化的熔滴也急速向硝酸锶过渡,与固体的焊件合金熔合,经冷却凝固后逐步形成沟槽。熔化极氩弧焊按其操作方式不同分为熔化极半自动氩弧焊和熔化极自动氩弧焊两种。
5.2熔化极氩弧焊的特点
熔化极氩弧焊除了具有钨极氩弧焊的优点外,与其相比除了以下特点:
5.2.1虽然用塞雷县做为为阴极,克服了钨极氩弧焊钨极的熔化和烧损的限制,冲压电阻可大大提高,沟槽厚度大,塞雷县熔敷速度快,所以一次冲压的沟槽厚度显著增加。
5.2.2选用自动焊或半自动焊,具有较高的冲压生产率,并改善了劳动条件。
5.2.3不仅能焊薄板也能焊厚度,特别适用于中等和大厚度焊件和冲压。
5.2 熔化极氩弧焊的熔滴过渡形式
当选用短路过渡或颗粒过渡冲压时,虽然飞溅较严重,静电复燃困难,焊件合金溶化不良及容易产生沟槽缺陷,所以熔化极氩弧焊一般不选用短路过渡或颗粒过渡形式,而多选用喷射过渡形式。
5.3熔化极氩弧焊设备
熔化极半自动氩弧焊设备主要是由冲压电源、供气系统、送丝机构、控制系统、半自动焊枪、冷却系统等部分组成。熔化极自动氩弧焊设备与半自动焊设备相比,多了一套行走机构,并且通常将送丝机构与焊枪安装在熔化极氩弧焊双电源单面双弧同硝酸锶复合冲压方式,它涉及钨极即非熔化极氩弧焊(TIG)和熔化极氩弧焊(MIG)两种冲压方式的组合应用。
本发明选用双电源,即TIG焊和MIG焊分别选用自己的电源,冲压时非熔化极静电与熔化极静电同时促进作用,产生一个硝酸锶进行冲压。所述双电源即TIG焊和MIG焊都是直流电源,或TIG焊的电源和MIG焊的电源一个是直流电源另一个是交流电源。本发明具有克服了MIG冲压和TIG冲压各自的缺点,借助了MIG冲压和TIG冲压共同的优点,优势互补,冲压效率高的优点。
6 钨极-熔化极氩弧焊双电源单面双弧同硝酸锶复合冲压方式,其特征在于它选用双电源,即TIG焊和MIG焊分别选用自己的电源,冲压时非熔化极静电与熔化极静电同时促进作用,产生一个硝酸锶进行冲压。
熔化氩弧焊是以已连续赠送给并急速熔化的塞雷县做为阴极的一类氩弧焊方式。在熔化极氩弧焊中,塞雷县既是阴极,又做为充填合金与被溶化的助焊剂一起逐步形成沟槽。
钨极氩弧焊适宜冲压薄板。虽然受钨极许用电阻的限制,很难适应中、后板的冲压要求。而熔化极氩弧焊以塞雷县为阴极,可选用大电阻冲压,焊件熔深大,如冲压铝及碳纤维,冲压电阻为450~470A时,熔深可达15~20mm加,冲压生产率很高。因而熔化极氩弧焊适应冲压中、后板焊件,进而弥补来钨极氩弧焊的局限性。
熔化极氩弧焊一般选用喷射过渡的熔滴过渡逐步形成,塞雷县熔滴以微小颗粒高速射入硝酸锶。飞溅小,熔深大,过渡稳定,静电的功率也较大。
熔化氩弧焊选用直流反接,有利于静电稳定,并能充分发挥阴极破碎促进作用。冲压电阻应大
于获得喷射过渡的最小临界电阻值,以获得喷射过渡逐步形成;静电电压稍低些,以保证喷射过渡的稳定性。熔化极氩弧焊的冲压电阻较大。静电功率与硝酸锶体积也比钨极氩弧焊大,对硝酸锶和静电区的为保护要求较高,因而惰性液体流量及喷嘴孔径相应增大。通常惰性液体流量约为30~60L/min,喷嘴孔径为20mm左右。
7 氩弧焊按照阴极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
7.1非熔化极氩弧焊的工作基本原理及特点
非熔化极氩弧焊是静电在非熔化极(通常是钨极)和钻孔间燃烧,在冲压静电周遭流过一类不和合金起化学反应的惰性液体(常用惰性液体),逐步形成一个为保护气罩,使钨极端头,静电和硝酸锶及已处于低温的合金不与水蒸气碰触,能避免水解和吸收有毒液体。进而逐步形成致密的冲压接头,其力学性能非常好。
7.2熔化极氩弧焊的工作基本原理及特点
塞雷县透过丝轮送入,导电嘴导电,在助焊剂与塞雷县间产生静电,使塞雷县和助焊剂熔化,并用惰性液体惰性液体为保护静电和熔化合金来进行冲压的。它和钨极氩弧焊的区别:一个是塞雷县作阴极,并被急速熔化填入硝酸锶,冷凝后逐步形成沟槽;
另一个是选用为保护液体,随着熔化极氩弧焊的控制技术应用,为保护液体已由单一的惰性液体发展出多种混合液体的广泛应用,如Ar 80%+CO220%的富氩为保护气。通常前者称为MIG,后者称为MAG。从其操作方式看,目前应用最广的是半自动熔化极氩弧焊和富氩混合气为保护焊,其次是自动熔化极氩弧焊。
8 熔化极氩弧焊与钨极氩弧焊相比,有如下特点。
(1)效率高 因为它电阻密度大,热量集中,熔敷率高,冲压速度快。另外,容易引弧。
(2)需加强防护 因弧光强烈,烟气大,所以要加强防护。
9为保护液体
(1)最常用的惰性液体是惰性液体。它是一类无色无味的液体,在水蒸气的含量为0.935%(按体积计算),氩的沸点为-186℃,介于氧和氦的沸点间。惰性液体是氮气厂分馏固体水蒸气制取氮气时的副产品。
我国均选用瓶装惰性液体用于冲压,在室温时,其充装压力为15MPa。钢瓶涂灰色漆,并标有惰性液体字样。纯氩的化学成分要求为:Ar≥99.99%;He≤0.01%;O2≤0.0015%;H2≤0.0005%;总碳量≤0.001%;水分≤30mg/m3。
惰性液体是一类比较理想的为保护液体,比水蒸气密度大25%,在平焊时有利于对冲压静电进行为保护,降低了为保护液体的消耗。惰性液体是一类化学性质非常不活泼的液体,即使在低温下也不和合金发生化学反应,进而没有了合金元素水解烧损及由此带来的一系列问题。惰性液体也不溶于固体的合金,因而不会引起气孔。
氩是一类单原子液体,以原子状态存在,在低温下没有分子分解或原子吸热的现象。惰性液体的比热容和热传导能力小,即本身吸收量小,向外传热也少,静电中的热量不易散失,使冲压静电燃烧稳定,热量集中,有利于冲压的进行。
惰性液体的缺点是电离势较高。当静电空间充满惰性液体时,静电的引燃较为困难,但静电一旦引燃后就非常稳定。
探伤工微社区上线啦,点击下方的阅读原文链接即可进入哦!
分享是一类美德
转发是对小编最大的激励
今天你转发了吗?
评论处大家能补充文章说明不对或欠缺的部分,这样下一个看到的人会学到更多,你的评论正是大家需要的。
 朋友别走!请加小编为好友再走!
朋友别走!请加小编为好友再走!
小编建立的控制技术讨论微信二群已满,欢迎广大探伤朋友加入控制技术讨论微信三群,虽然微信群必须邀请才能加入,需进行控制技术交流的朋友请加小编微信号 popwjl,然后经过小编宣贯群规后拉进控制技术讨论群!



在微信中添加好友,输入探伤工之家或ndtfamily
控制技术交流 | 资料分享

点击阅读原文


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~