
氩弧焊那么重要,学了半年,终于知道如何调电流电压了!
 戳下面的钳工团高度关注看更多!
戳下面的钳工团高度关注看更多!
兄弟们,我晓得
为何关键内部结构要用氩弧焊腮红?
氩弧焊腮红缺点
(1)产品质量好
如果优先选择最合适的塞雷县、冲压工艺技术模块和较好的液体为保护就能使表皮获得较好的熔透性,所以透度光滑,表层扁平、规整。不存有通常铜焊耐腐蚀时难造成的焊瘤、未焊透、突起、导管和夹渣等瑕疵。
(2)成本低
在管道的第一层冲压中,手工氩弧焊为连弧焊。而铜焊耐腐蚀为断弧焊,因此手工氩弧焊可提高效率2~4倍。
因氩弧焊不会造成焊渣,故无需清理熔渣和修理焊道,则速度提高更快。
在第二层耐腐蚀盖面时,平滑规整的氩弧焊腮红层非常利于耐腐蚀盖面,能保证层间较好地熔合,尤其在小直径管的冲压中,效率更显著。
(3)易掌握
手工耐腐蚀表皮焊缝的冲压,必须由经验丰富且较高技术水平的钳工来担任。采用手工氩弧焊腮红,通常从事冲压工作的工人经较短时间的练习,基本上均能掌握。
(4)变形小
氩弧焊腮红时热影响区要小得多,故冲压接头变形量小,残余应力也小。
虽然氩弧焊到底缺点这么多
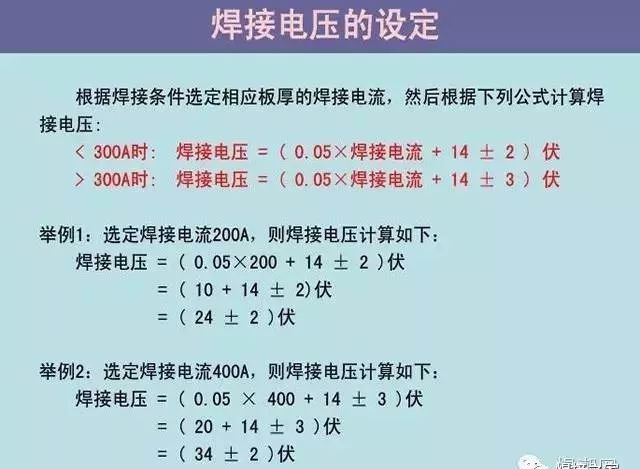
但在冲压过程中也会遇到电阻不稳定的情况...
电阻过大难使熔深变浅,焊缝宽度变宽;
电阻过小会引弧困难,造成未焊透和夹渣等瑕疵。

而新手调节不好电阻和电阻的匹配,主要原因是不晓得这两者之间的关系,不晓得这两者各起到什么作用。
电阻是控制焊缝熔深的(电阻也可以理解为送丝速度,电阻越大,在电阻不变的情况下,单位时间内送出的塞雷县越多,前提是电阻足以让塞雷县熔化),电阻是控制熔宽的。

晓得这两者各自的作用之后,我再说一个看似较笨但最见效的办法:
第一步,先把电阻旋钮调到最小,把电阻旋钮调到最大,试焊一下,此时不要动电阻旋钮,逐步调大电阻,到能正常冲压就停下;
第二步,反过来,就是把电阻旋钮先调到最大,然后把电阻旋钮调到最小,试焊一下,不要动电阻旋钮,逐步增加电阻,一直到能正常冲压就停下;
相信,经过这样的调试之后,你应该已经感受到电阻和电阻各自的作用了吧。
第三步,把电阻和电阻旋钮都调到最小,逐步增大电阻和电阻(过程中需要反复调节),直到找到你认为焊缝成型最好,声音最柔和,并且是你自己能控制得住的匹配。

这时候就可以恭喜你了,你找到方法了。立焊、平焊、横焊、仰焊各种冲压位置对应的电阻和电阻你都能调节出来了。
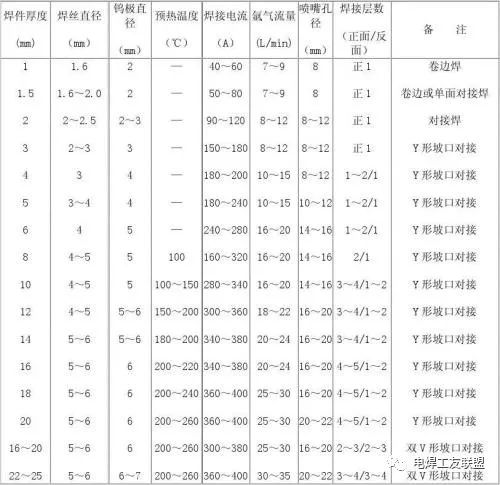
参照表:

氩弧焊电阻电阻参照表:
埋弧焊电阻电阻参照表:


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~