
氩弧焊高手总结的实战经验都在这了
氩弧焊剑客归纳的作战经验都在这了
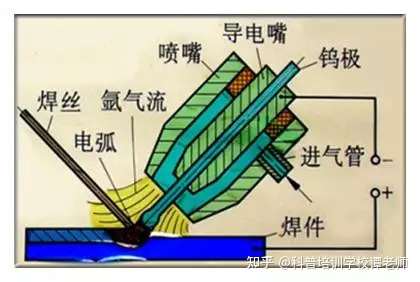
1、氩弧焊的基本原理
氩弧焊是使用惰性液体惰性液体作为为保护液体的冲压方法。
2、如氩弧焊的特征
沟槽产品质量高,虽然惰性液体是一种惰性液体,不与钛起生物化学变化,钛原素不会被炸裂,而惰性液体也不熔于钛,冲压操作过程大体上是钛熔融和沉淀的操作过程,因此,为保护较果好,能获得极为纯洁及高效率的沟槽 。
冲压形变形变小,虽然静电受惰性液体流的填充和加热作用,静电热能集中,且氩弧的环境温度又极高,故热影响区小,故冲压时形变与形变小,不光造用于薄件冲压和管线腮红焊。
冲压面广,几乎能冲压所有钛金属材料,不光适于冲压生物化学成分爽朗的钛和钛。
3、氩弧焊的进行分类
氩弧焊依照阴极金属材料的不同可分成钨极氩弧焊(不熔融极)和熔融极氩弧焊。
依照其操作方式可分成纯手工、全手动和手动氩弧焊。
依照控制器又能分成三相氩弧焊、沟通交流氩弧焊和波形氩弧焊。
4、焊前准备
(1)写作冲压工艺技术卡,了解施焊钻孔的织物、所须要的电子设备、辅助工具和相关工艺技术模块,其中包括换用恰当的JGD5(如冲压铝钛则须要用沟通交流JGD5),恰当的换用钨极和液体网络流量。
首先,要从冲压工艺技术卡上获知冲压电阻的大小不一等工艺技术模块。然后换用钨极(一般而言直径约2.4mm用的比较多,它的电阻适应环境范围是150~250A,铝值得一提)。
再依照钨极的直径约换用数不清的燃烧室,钨极直径约的2.5~3.5倍是燃烧室的管径。
最后依照燃烧室的管径换用液体网络流量,燃烧室管径的0.8—1.2倍是液体的网络流量。钨极的申出宽度不容超过其燃烧室的管径直径约,不然难产生导管。
(2)检查和JGD5、供热系统、供水、贴近生活是否较完整。
(3)检查和钻孔是否合格:
是否有油、锈等脏物(沟槽20mm内必须干净、干燥)
坡口角度、间隙、钝边是否合适。坡口角度、间隙大、则曾大冲压量大,易产生焊瘤。坡口角度小、间隙小、钝边厚则难产生未熔合和焊不透。一般而言坡口角度为30°~32°,间隙为0~4mm,钝边为0~1mm。
错边不能过大,一般在1mm内。
定位焊的宽度、点数是否达到要求,定位焊本身要没有缺陷。
5、氩弧焊的操作手法
氩弧是一种左右手同时动作的操作,与我们平时生活中的左手画圆右手画方相同,所以建议在刚开始学习氩弧焊的人员进行类似的训练,对学习氩弧焊有一定的帮助。
(1)送丝:分内填丝和外填丝。
外填丝能用于腮红和填充,是用较大的电阻,其焊丝头在坡口正面,左手捏焊丝,不断送进熔池进行冲压,其坡口间隙要求较小或没有间隙。
其优点因为电阻大、间隙小,所以生产效率高,操作技能难掌握。其缺点是用于腮红的话因为操作者看不到钝边熔融和反面余高情况,所以难产生未熔合和得不到理想的反面成形。
内填丝只能用于腮红焊,是用左手拇指、食指或中指配合送丝动作,小指和无名指夹住焊丝控制方向,其焊丝则紧贴坡口内侧钝边处,与钝边一起熔融进行冲压,要求坡口间隙大于焊丝直径约,是板材的话能将焊丝弯成弧形。
其优点因为焊丝在坡口的反面,能清晰地看清钝边和焊丝的熔融情况,眼睛的余光也能看见反面余高的情况,所以沟槽熔合好,反面余高和未熔合可得到很好的控制。缺点是操作难度大,要求焊工有极为熟练的操作技能,因为间隙大,因此冲压量有相应增加,间隙较大所以电阻偏低,工作效率比外填丝要慢。
纯手工钨极氩弧焊的冲压角度及送丝讲解视频
(2)运焊把,分成摇把和拖把。
摇把是把焊嘴咀稍用力压在沟槽上面,手臂大幅度摇动进行冲压。其优点因为焊嘴压在沟槽上,焊把在运行操作过程非常稳定,所以沟槽为保护好,产品质量好,外观成形非常漂亮,产品合格率高,不光是焊仰焊非常方便,冲压不锈钢时能得到非常漂亮的外观的颜色。其缺点是学起来很难,因手臂摇动幅度大,所以无法在有障碍处施焊。
拖把是焊嘴轻轻靠或不靠在沟槽上面,右手小指或无名指也是靠或不靠在钻孔上,手臂摆动小,拖着焊把进行冲压。其优点是难学会,适应环境性好,其缺点是成形和产品质量没摇把好,不光是仰焊没摇把方便施焊,焊不锈钢时很难得到理想的颜色和成形。

(3)引弧
引弧一般采用引弧器(高频振荡器或高频波形发生器),钨极与焊件不接触引燃静电,没有引弧器时采用接触引弧(多用于工地安装,不光高空安装),可用紫铜或石墨放在焊件坡口上引弧,但此法比较麻烦,使用较少,一般用焊丝轻轻一划,使焊件和钨极直接短路又快速断开而引燃静电。

(4)冲压
静电引燃后要在焊件开始的地方预热3~5s,形成熔池后开始送丝。冲压时,焊丝焊枪角度要合适,焊丝送入要均匀。焊枪向前移动要平稳、左右摆动是二边稍慢,中间稍快。要密切注意熔池的变化,池熔池变大、沟槽变宽或出现下凹时,要加快焊速或重新调小冲压电阻。当熔池熔合不好和送丝有送不动的感觉时,要降低冲压速度或加大冲压电阻,如果是腮红焊目光的注意力应集中在坡口的二侧钝边处,眼角的余光在缝的反面,注意其余高的变化。

(5)收弧
如果直接收弧很难产生缩孔,如果是有引弧器的焊枪要断续收弧或调到适当的收弧电阻慢收弧,如是没有引弧器JGD5则缓将静电引到坡口的一边,不要产生收缩孔,如产生收缩孔要打磨干净后方可施焊。
收弧如果是在接头处时,应先将待接头处打磨成斜口,待接头处充分熔融后再向前焊10~20mm再缓慢收弧,不容产生缩孔。在生产中经常看见接头不打磨成斜口,直接加长接头处冲压时间进行接头,这是很不好的习惯,这样接头处难产生内凹、接头未熔合和反面脱节影响成形美观,如是高钛金属材料还很难产生裂纹。
焊后检查和外观合格,人走要关闭控制器和气。
焊工特种作业操作证:俗称焊工操作证、焊工上岗证,是焊工作业的必备证件,由应急局(原安监局)颁发,是类似于身份证的IC卡证件,2019年以后是电子证书,全称是熔融冲压与热切割作业。
这个证书主要证明你具有此工种安全操作的知识和能力,6年有效期,每3年一审,复审时间前2-3个月申请复审即可,过期一天就会作废,全国通用国家官网可查。
此证全国通用,网上查询一般是发证的各省市应急局官方网站查询。焊工特种操作证报考可在所在地应急局指定授权机构报名,培训及格后统一安排考试,总共时间约为1个月左右。焊工特种作业操作证,在全国都是能通用的。只要你有扫描电子证书上的二维码,就能够读出焊工操作证里面的证书信息,同时也能到应急局专门的网站查询证书的真伪。这个证的作用就是表明你有从事焊工行业的资格,上级检查和或者应急检查和时也是检查和这个证书的。
焊工作业操作证报名条件:
1、年满18周岁且符合相关工种规定的年龄要求;
2、经医院体检合格且无妨碍从事相应作业的疾病和生理缺陷;
3、初中及以上学历;
焊工作业操作证报名资料:
1、身份证复印件1份
2、本人白底照片1张(大小不一不分、底色不分)
3、初中或初中以上学历证1份(没有毕业证可提供户口册本人信息页)
4、个人健康承诺书1份(学校提供,本人签字按手印)
5、焊工制证申请表1份(学校提供,本人签字按手印)



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~