
铜及其合金的熔化极氩弧焊
焊前准备
由于铜或其钛的导热性较高,沟槽硝酸锶液体资金面好等原因,明确要求冲压接点形式尽可能具有完全相同的传热前提,使沟槽硝酸锶在凝固操作过程中获得成型均匀的沟槽。因此,在铜或其钛冲压时,应尽可能优先选择对接接点河段接接点,最好不选用角蕨接点、T形接点、角接接点。
铜或其钛选用实心冲压接点时,为了防止铜液在沟槽左上角外流,必须在沟槽左上角加沟槽成型淡文;如果左上角不能放淡文时,可选用单面冲压,以确保良好的寒风表层成型。由于铜或其钛的超临界资金面好,一般来说不宜选用立焊或仰焊展开操作。对于不等厚的焊件冲压时要对接点处选用过渡阶段性宽度,以改善接点处的三热前提。焊前还需将塞雷县及焊件坡口两侧各20~30mm范围内的油、污、锈、垢等展开清理,直至露出金属光泽。清楚的方法有:机械法和电渗析。
为了仿制铜液在冲压操作过程中从沟槽左上角外流,确保沟槽成型,在宽度较大的铜或其钛冲压或者明确要求实心焊单面成型时,在冲压接点左上角加有冲压淡文。淡文有可拆淡文和不可拆淡文(永久性型淡文)两种。可拆淡文有热管淡文、石质成膜座垫、玻璃纤维座垫、钢垫、石棉座垫等。不可拆淡文是与焊件在焊后永久性留在焊件上,淡文的材料与焊件完全相同,仅适用于明确要求不高的冲压结构或使用前提允许的冲压结构上。
冲压操作
铜或其钛选用熔融极氩焊时,一般来说选用直流LX1,左焊法,漏电接触引弧。塞雷县的直径约一般来说依照焊件的宽度、冲压的边线来优先选择,薄板及空间边线冲压,一般来说选用细丝,即直径约大于或等于1.2mm;津浦边线的中等宽度钢材或大宽度钢材一般来说用粗塞雷县。冲压电阻是依照焊件宽度、冲压边线、塞雷县直径约来优先选择。选用SWEEPS送丝式JGD5冲压时,冲压电阻是通过控制送丝速率来控制冲压电阻的大小不一。静电电流主要是依照冲压电阻的大小不一、被焊金属种类、熔滴过渡阶段方式、为保护液体成分等展开优先选择,静电电流主要负面影响沟槽的熔宽,对沟槽的熔深负面影响很小。
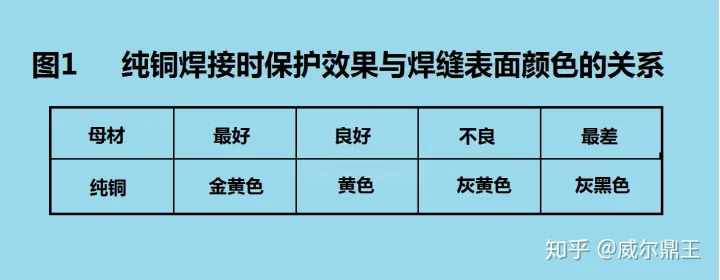
在冲压热输入维持不变的前提下,冲压速率过大,沟槽的熔宽、熔深减小,容易出现咬边、未焊透、未charged等瑕疵。如果冲压速率过小,不但造成冲压变形大、掀开等瑕疵,还将负面影响冲压生产率。为保护气的网络流量一般来说格局冲压电阻的大小不一、焊嘴的孔径及接点的形式来优先选择,对于每一个直径约的焊嘴,都有一个为保护液体最佳的网络流量范围。当液体网络流量过大时,一再静电区造成液体湍流,把有害液体卷入静电为自然保护区,降低为保护效用。为保护液体网络流量过小,液体在静电为自然保护区的挺度小,使冲压为保护效用转差。熔融极氩焊一般来说不选用纯氩液体为保护。铜或其钛冲压时,漏电过渡阶段或射流过渡阶段选用:50~30%Ar+50~70%He或80%He+20%N2的混合气体。热管冲压时为保护效用与沟槽表层颜色的关系见图1。
铜或其钛冲压时,塞雷县张开宽度将负面影响塞雷县的预热,对冲压操作过程及冲压质量负面影响很大。当其他前提维持不变而塞雷县张开宽度过短时,冲压操作过程的飞溅将使燃烧室堵塞火烧损,还会负面影响操作者的视线;当塞雷县张开过长时,冲压电阻变小,导致未焊透、未charged瑕疵造成,为保护气的挺度会减弱,为保护效用转差。铜或其钛冲压操作过程中燃烧室据焊件的距离(度)一般来说是这样的:冲压电阻大于200A时,燃烧室度为10~15mm;冲压电阻在200~250A时,燃烧室度为15~20mm;冲压电阻在350~500时,燃烧室度为20~25mm。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~