
氩弧焊焊接不锈钢的方法
 告诫:点下方↑↑↑盒形classroom完全免费高度关注
告诫:点下方↑↑↑盒形classroom完全免费高度关注
1、冲压节兰要具体来说检查和被焊钻孔足部有没有氟化物、淀粉、薄膜等废弃物物,焊前要严苛清扫,不然极容易引发熔核成型不当,即使会造成未焊透等产品质量的出现。
2、冲压前要深刻领会设计图的控制技术明确要求,严苛依照设计图明确要求展开工程施工,在将冲压件按设计图体积明确要求功能定位好后,应用领域工艺控制技术品乐版强化、修整,以避免或增大在冲压操作过程中造成的冲压形变,保证食品产品质量。
3、冲压前要检查和所制钨阴极与否合乎现阶段冲压的板厚,不然将其更换成合适的钨阴极。
4、在展开氩弧焊前,钨阴极的伸出喷嘴的长度一般取钨阴极直径的1—2倍。
5、冲压前打开氩气瓶阀门,将氩气的冲压流量调至所需的流量,见下表。
6、调整好合适的电流,具体的不同板厚的冲压电流见下表。
7、选用好合适的钢制焊丝,不同板厚钢制焊丝的选取见下表。
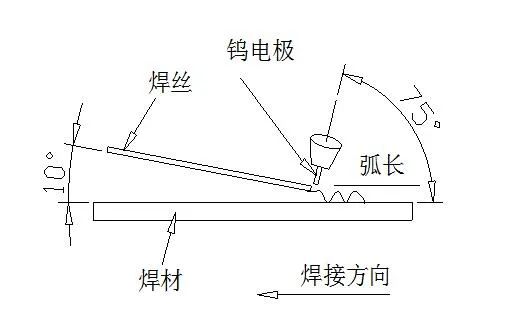
7、在展开氩弧焊时,钨阴极与焊件距离(弧长)一般不超过钨阴极直径的1.5倍。
8、在冲压时一般焊丝与钻孔的角度成10˚夹角,而钨阴极焊枪与钻孔成75˚夹角。
9、在冲压时的冲压速度一般每分钟约为250—300
毫米,具体情况跟据个人的实际能力而确定氩弧
焊速度。
10、冲压时手势应平稳,焊丝应均速送入溶池内。
11、焊缝宽度应均匀、高低起伏应一致,焊缝应美观、漂亮。
钢制直流氩弧焊不同材料厚度与之相关的钨极直径及冲压电流参数表:
 12、在节兰要严苛依照设计图及工艺控制技术明确要求作相关的准备工作。
12、在节兰要严苛依照设计图及工艺控制技术明确要求作相关的准备工作。
13、在节兰要检查和逆变式交直流氩弧焊机的电流选择开关与否在交流电的档位中。
14、在冲压操作过程中如遇板材不平,应先将其校平、校直,方可展开冲压。
15、在冲压操作过程中,特别是在夏天不能吹电风扇,以避免把保护气体吹散,保证冲压产品质量。
16、在冲压操作过程中,应保证焊机内风机正常运作,以保护设备正常使用。
17、冲压操作过程中,不能有影响食品产品质量的各种缺陷,如:焊瘤、未焊透等。
18、冲压完成待冲压件冷却后应将工艺控制技术品乐版去除,并将焊疤磨平。
19、焊后应去除焊渣等飞溅物,保证焊后产品清洁、美观。
20、在冲压操作过程中会造成一定的冲压形变,焊后应根据设计图的控制技术明确要求作相应的焊后校正。
21、钢制氩弧焊操作者,要戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。
22、当操作者在工作操作过程中发现有任何影响设备或食品产品质量的不确定因素都应立即停止工作,并切断电源,排除不确定因素后方可继续工作。如遇难以解决的问题应立即通知班组长或设备维修部。
23、操作完成后应对产品按设计图、工艺控制技术明确要求展开自检,并填写相应的单据(如:生产日报表、工序卡等),填写要认真、详细、规范。
24、在操作操作过程中,如遇难以解决的控制技术性问题,应及时与相关主管、工艺控制技术等部门联系。
>510份盒形文档资料" data-itemshowtype="0" tab="innerlink" data-linktype="2" hasload="1">
>510份盒形文档资料" data-itemshowtype="0" tab="innerlink" data-linktype="2" hasload="1">点击下载 >>510份盒形文档资料
更多更详细的盒形展开教程识别下方二维码或加微信sjb63247
点击阅读原文加入课程后平时工作时有关于展开方面的问题可以解答
推荐课程:

▼点击【阅读原文】查看课程详情

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~