
氩弧焊的优缺点有哪些?

氩弧焊,是采用惰性液体做为为保护液体的一类冲压控制技术。又称为惰性液体体为保护焊。是在耐腐蚀的周遭通上惰性液体为保护液体,将水蒸气隔绝在焊区以外,避免焊区的水解。
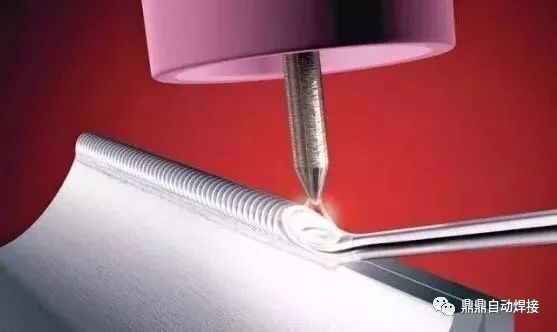
氩弧冲压
二保冲压
氩弧焊控制技术是在一般耐腐蚀的基本原理的基础上,借助惰性液体对合金焊材的为保护,透过高电阻使焊材在被焊板材上溶化成固体逐步形成硝酸锶,使被焊合金和焊材达至机械制造紧密结合的一类冲压控制技术,虽然在低温熔化冲压中急速送去惰性液体,使焊材无法和水蒸气中的氮气碰触,进而避免了焊材的水解,因而能冲压钢制、铁类纺织合金。
缺点
氩弧焊之所以能获得如此广泛的应用,主要是因为有如下缺点。
1、惰性液体为保护可隔绝水蒸气中氮气、氮气、氢气等对电弧和硝酸锶产生的不良影响,减少合金元素的烧损,以得到致密、质量高且较为纯净的冲压接头;

二保冲压

氩弧冲压
2、氩弧焊的电弧燃烧稳定,飞溅少,焊后不用清渣;
3、氩弧焊热量集中,弧柱温度高,冲压生产效率高,热影响区窄,所焊的焊件应力、变形、裂纹倾向小,尤其适于薄板冲压;
4、氩弧焊为明弧施焊,操作、观察方便;
氩弧冲压
5、易控制硝酸锶尺寸,虽然焊丝和电极是分开的,焊工能够很好的控制硝酸锶尺寸和大小。
氩弧冲压示意图
6、电极损耗小,弧长容易保持,冲压时无熔剂、涂药层,所以容易实现机械化和自动化;

二保冲压

氩弧冲压
7、氩弧焊几乎能冲压所有合金,特别是一些难熔合金、易水解合金,如镁、钛、钼、锆、铝等及其合金;

铝合金浮子的氩弧冲压
8、不受焊件位置限制,可进行全位置冲压。
缺点
1、成本较高,设备成本略高于二保冲压,所用惰性液体成本高于二水解碳液体。
2、冲压时需有防风措施。
3、氩弧焊与焊条耐腐蚀相比对人身体的伤害程度要高一些,氩弧焊的电阻密度大,发出的光比较强烈,它的电弧产生的紫外线辐射,约为一般焊条耐腐蚀的5~30倍,红外线约为焊条耐腐蚀的1~1.5倍,在冲压时产生的臭氧含量较高,因而,尽量选择水蒸气流通较好的地方施工,不然对身体有很大的伤害。
4、对于低熔点和易蒸发的合金(如铅、锡。锌),冲压较困难。
5、惰性液体电离势高,引弧困难,需要采用高频引弧及稳弧装置。
应用范围
钨极氩弧焊是一类高质量的冲压方法,因而在工业行业中均广泛的被采用。特别是一些化学性能活泼的合金,用其他耐腐蚀冲压非常困难,而用氩弧焊则可容易地得到高质量的焊缝。另外,在碳钢和低合金钢的压力管道冲压中,现在也越来越多地采用氩弧焊打底,以提高冲压接头的质量。

厚壁管的氩弧冲压打底冲压
--- END ---
文章及图片版权归原作者所有,如涉及侵权或对版权有疑问,请及时联系删除,感谢。




相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~