
焊接工艺氩弧焊焊接
 刷新
刷新
氩弧焊冲压,是以氩气作为保护气体的一种冲压技术,一般用于冲压铝、镁、钛、铜及其合金,低合金钢、不锈钢、耐热钢等。(适用于冲压易氧化的有色金属和合金钢(目前主要用Al、Mg、Ti及其合金和不锈钢的冲压)。
氩弧焊一般来说分两种情况,填丝和不需要填丝。
氩弧焊冲压时电弧引燃后要在焊件开始的地方预热3—5秒,形成熔池后开始送丝。冲压时,需填丝速度规律,不然会出现成型问题,氩弧焊冲压机器人在送丝,冲压过程中的速度已做更加系统的管理,保证成型效果及冲压强度。
氩弧焊不像电焊,电焊焊条本身就是填充料,氩弧焊是没有的填充料的。氩弧焊焊不锈钢不加焊丝是利用溶化母材来形成焊缝。如两张不锈钢板对接,在不用焊丝的情况下,两张板必须没有缝隙。当钨针对准焊缝产生高电流--即产生高温,把两张板都同时熔化,松开焊枪开关后,熔化的不锈钢水会凝结在一起就冲压起来了,如果有缝就必须加焊丝。
脉冲冲压:利用基值电流保持主电弧的电离通道,并周期性地加一同极性高峰值脉冲电流产生脉冲电弧,以熔化金属并控制熔滴过渡的氩弧焊。
脉冲钨极氩弧焊是由冲压电源向电弧提供按一定规律变化的脉冲电流进行冲压的方法。
P-TIG是Pulsed-TIG的简写,代表脉冲钨极氩弧焊。它冲压过程是由基本电流维持电弧稳定燃烧,用可控的脉冲电流加热熔化工件;每一个脉冲形成一个点状熔池,脉冲间隙熔池凝固成焊点;下一个脉冲电流作用时,在已部分凝固的焊点上又有部分填充金属和母材金属被熔化,形成新的熔池,通过焊速和脉冲间隙的调节,得到相互搭接的焊点,最后获得连续焊缝。
脉冲钨极氩弧焊是通过调节脉冲频率、脉冲宽度比、脉冲电流值等参数来控制热输入量的大小进行控制熔池的体积、熔深、热影响区大小,最后达到完美的焊缝成形。
脉冲的作用是控制输入能量。可以改变脉冲的电流电压配比来达到控制焊缝宽度及熔深的目的。由于能控制能量的输入,冲压很薄的不锈钢不容易烧穿。如果你冲压的是大于1mm的不锈钢,可以直接买不带脉冲。
众所周知,在进行氩弧焊作业时会产生大量的臭氧与氧氮化物,对人体健康影响很大,为了改善员工的工作环境,许多企业采用了氩弧焊自动冲压机器人。三译智能是一家专业做工业及机器人本体的厂家,冲压机器人有臂展1.5米、1.8米、2.0米三种规格,可应对不同应用场景。
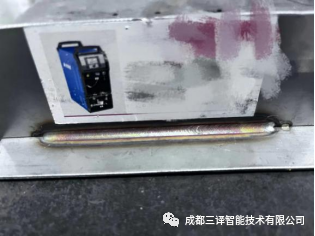
氩弧焊冲压样例:




相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~