
锅炉焊接知识(一)未完待续
冲压
冲压是采行局部性冷却或冷却系统等方式使三个合金钻孔逐步形成一个总体的操作方式过程。
一、冲压方式进行分类
按照冲压不同特征,可以把常见的冲压方式大体分为以下四类:
1.熔融焊。其特征是采用局部性冷却法,将被相连合金件的尾端冷却到熔融状况,带熔融后彼此之间就相连在一同。这是两类最有助于合金氢原子间接地合的方式。归属于这两类的冲压方式有耐腐蚀、spinning、氩焊、电渣焊等。
2.冷却系统焊。其特征是在冲压时对冲压处施予很大阻力,使三个萨兰勒班县密切地相连在一同、如碰触低碳钢,就是将钻孔碰触表层局部性冷却到熔融状况,同时施予很大阻力的冲压方式。
3.合金材料。合金材料在冲压时,焊件不熔融,只是适度地展开冷却,由熔融状况的钎料充填焊件间的相连处,固体钎料凝结后,将焊件相连起来。合金材料所制的钎料沸点高于焊件沸点,加锡焊所制的聚四氟乙烯,其沸点高于木制、easier。
二、工作台
工作台是在阴极和焊件间造成静电,借助静电所产生的热能,将沟槽处的合金和充填合金熔融,并逐步形成两类永久性接点的操作方式过程。在燃煤停机工作台中,时常加进的工作台方式是全自动耐腐蚀。纯手工耐腐蚀简而言之是通过纯机械式来实现的。纯手工耐腐蚀因其另一方面具有的一连串特征,而在各个领域中获得应用。
1.耐腐蚀特征
纯手工耐腐蚀是借助纯手工操纵者铜焊展开冲压的耐腐蚀方式,全称手焊,其特征如下表所示:
1)电子设备单纯。
2)操作方式灵巧方便快捷。
3)能展开全位置冲压适合冲压多种材料。
4)不足之处是生产效率低劳动强度大。
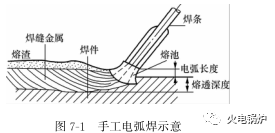
在两阴极间的气体介质中,强烈而持久的放电现象称为冲压静电。将铜焊与焊件碰触造成短路,会产生大量的电阻热把铜焊末端和焊件熔融,然后将铜焊稍微捉起,使熔融的合金产生细颈,电阻热骤然增加,温度猛烈升高,会使两极间的空气强烈受热而发生热电离,同时,从阴极高速发射的电子将使空气发生碰撞碰撞电离,产生了阳离子,阴离子和自由电子。在电场力的作用下,阳离子移向阴极并与阴极碰撞;阴离子和自由电子移向阳极并与阳极碰撞,碰撞结果更加速了电子的发射,最终使两极间的空气剧烈电离而产生静电。静电放电时,产生高温,同时产生强光,手焊就是借助静电产生的高温熔融铜焊和焊件,使两块分离的合金熔合在一同,从而获得牢固的接点。
冲压静电由阴极区、弧柱区和阳极区三部分组成,其中阴极区是电子发射出来的地方。
手焊是以铜焊和焊件作为三个阴极,被焊合金称为焊件或母材。冲压时因静电的高温和吹力作用使焊件局部性熔融。在被焊合金上逐步形成一个椭圆形充满液体合金的凹坑,这个凹坑称为熔池。随着铜焊的移动熔池冷却凝结后逐步形成沟槽。沟槽表层覆盖的一层渣壳称为熔渣。铜焊熔融末端到熔池表层的距离称为静电长度。从焊件表层至熔池底部距离称为熔透深度,如图
2.手焊所制电子设备和工具
1)电子设备
手焊的主要电子设备是工作台机,耐腐蚀时所制的工作台机实际上就是两类焊电源,按产生电流种类不同,这种电源可分为焊变压器(交流)和直流焊发电机及焊整流器(直流)。
a)焊变压器。实际上是两类特殊的降压变压器。它将220V或380V的电源电压降到60~80V(即焊机的空载电压)以满足引弧的需要。冲压时电压会自动下降到静电正常工作所需的电压(30~40V)。输出电流从几十安到几百安,可根据需要调节电流大小。焊变压器结构单纯,价格便宜,工作噪声小,使用可靠,维修方便快捷,应用很广。缺点是冲压时静电不稳定。
b)直流焊发电机。由交流电动机和直流发电机组成,电动机带动发电机旋转,发出满足冲压要求的直流电。直流焊发电机冲压时静电稳定冲压质量较好,但结构复杂,噪声大,价格高,不易维修。因此,只应用在对电流有要求的场合。另外,因耗材多,耗电大,故这种以电动机驱动的焊发电机我国已不再生产。
c)焊整流器。近年来,焊整流器也得到了普遍应用。它是通过整流器把交流电转变为直流电。它即弥补了交流工作台机静电稳定性不好的缺点,又比一般直流焊发电机结构单纯,维修容易,噪声小。
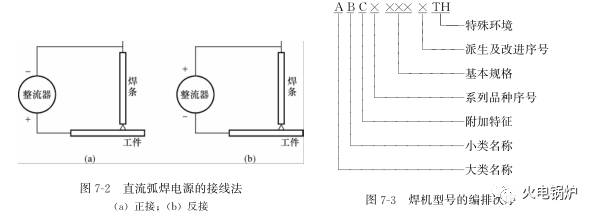
用直流焊电源冲压时,因为正极和负极上的热能不同,所以分为正接和反接两种方式,如图所示。把铜焊接负极,称为正接法;反之,称为负接法。冲压厚板时,一般采用直流正接法,这时静电中的热能大部分集中在焊件上,有助于加快焊件熔融,保证足够的熔深。冲压薄板时,为了防止烧穿,常采用反接法。
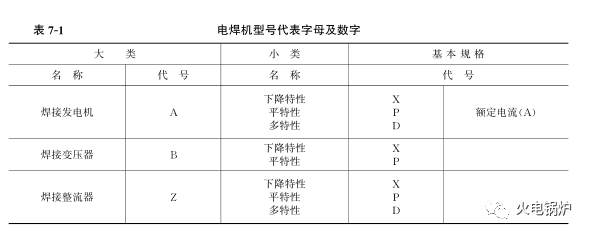
纯手工耐腐蚀机的型号是按统一规定编制的,它采用汉语拼音字母和阿拉伯数字表示。型号的编制次序及含义如下表所示图。
2)工具
a)冲压电缆。是冲压专用电缆线,用紫铜制成,要求有很大的截面积,良好的导电性、绝缘性和柔软性。作用是传导电流。
b)焊钳。作用是夹持铜焊和传导电流。
c)面罩。作用是保护眼睛和面部,以免弧光的灼伤。
d)刨锤。用以清掉覆盖在沟槽上的焊渣。
3.工作台条
1)工作台条的组成和作用。
铜焊由焊芯(合金芯)和药皮组成。
a)焊芯是冲压用专用的合金丝,是组成沟槽合金的主要材料。冲压时焊芯的主要作用:一是作为一个阴极起传导电流和引燃静电的作用;二是熔融后作为充填合金与熔融后的母材一同逐步形成沟槽。为了保证沟槽质量,对沟槽合金的化学成分有较为严格的要求。因此,焊芯都是专门冶炼的,碳、硅含量较低,硫、磷含量极少。
铜焊的直径用焊芯的直径表示,铜焊直径的规格有φ1.6、φ2.5、φ3.2、φ4、φ5、φ6等,长度200~550mm不等。
b)在纯手工耐腐蚀时铜焊中的药皮的主要作用。
机械保护作用。借助药皮熔融后释放出的气体和逐步形成的熔渣隔离空气,防止有害气体侵入融化合金。
冶金处理作用。去除有害杂质(如氧、氢、硫、磷等),添加有益的合金元素,使得沟槽获得合乎要求的化学成分和机械要求。
改善冲压工艺性能。使静电燃烧稳定,飞溅少,沟槽成型好,易脱渣等。
c)铜焊的药皮种类。铜焊的药皮成分比较复杂,根据不同的用途,可以分为以下几种:
稳弧剂。是一些容易电离的物质,多采用钾、钠或钙的化合物,如碳酸钾、长石、白垩和水玻璃等,能提高静电燃烧的稳定性,并使静电易于引燃。
造渣剂。都是些矿物,如大理石、锰矿、赤铁矿、金红石、高岭土、花岗石和长石石英砂等。造成熔渣后,主要是一些化合物,其中有酸性的二氧化硅、氧化钛和五氧化二磷等;也有碱性的氧化钙、氧化锰和氧化铁等。熔渣覆于熔滴及熔池表层,能保护合金不致与空气中的氧、氮发生作用,并使沟槽缓慢冷却。冲压时在熔渣与合金间展开着复杂而激烈的化学反应,这些反应可使沟槽合金脱氧、脱硫和脱磷。
造气剂。有机物,如淀粉、糊精和木屑等,无机物,如碳酸钙等,这些物质在铜焊熔融时能产生大量的一氧化碳、二氧化碳、氢气等,包围静电,保护合金不被氧化和氮化。
脱氧剂。常见的有锰铁、硅铁和钛铁等。
合金剂。常见的有锰铁、铬铁和钼铁等铁合金。
稀渣剂。常见萤石或二氧化钛来稀释熔渣,以增加其活性。
黏结剂。用水玻璃,使药皮各组成物黏结起来,并黏结到焊芯周围。
2)工作台条的进行分类
a)根据铜焊药皮的性质不同,铜焊可以分为酸性铜焊和碱性铜焊两大类。药皮中含有多量酸性氧化物(TiO₂、SiO₂等)的铜焊称为酸性铜焊。药皮中含有多量碱性氧化物(CaO、Na₂O等)称为碱性铜焊。酸性铜焊能交直流两用,冲压工艺性能较好,但沟槽的力学性能,特别是冲击韧度较差,适用于一般低碳钢和强度较低的低合金结构钢的冲压,是应用最广的铜焊。碱性铜焊脱硫、脱磷能力强,药皮有去氢作用。冲压接点含氢量很低,故又称为低氢型铜焊。碱性铜焊的沟槽具有良好的抗裂性和力学性能,但工艺性能较差,一般用直流电源施焊,主要用于重要结构(如燃煤、阻力容器和合金结构钢等)的冲压。
b)按铜焊的用途不同,铜焊可分为结构钢铜焊(碳钢铜焊及低合金铜焊)、不锈钢铜焊、铸铁工作台条、耐热钢工作台条、低温工作台条、堆焊铜焊、铜和铜合金、镍和镍合金、铝和铝合金铜焊等,其中结构钢铜焊应用最广。
3)铜焊的牌号
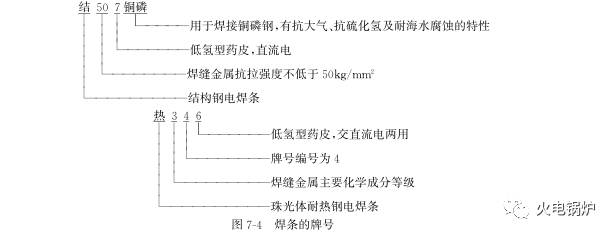
结构钢点铜焊和珠光体耐热钢工作台条在电厂中最为常见,如图所示
结构钢工作台条的牌号前冠以结字。结字后的第一、第二位数字表示沟槽合金抗拉强度的等级。
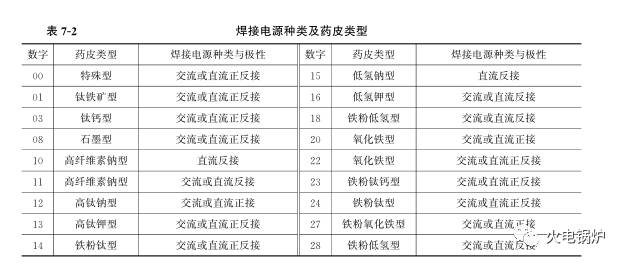
第三位数字表示铜焊药皮的类型和适用的冲压电源种类。
如果药皮中铁粉含量等于或超过20%时,在牌号末尾加注铁字。
若系特殊用途的铜焊,则在牌号后端予以注明。
碳钢铜焊的型号由字母E和四位数字组成。字母E表示铜焊;前两位数字表示熔敷合金抗拉强度的最小值,碳钢铜焊分E43(熔敷合金抗拉强度≥420Mpa)和E50(熔敷合金抗拉强度≥490MPa)三个系列;第三位数字表示铜焊的冲压位置,0及1表示铜焊适用于全位置冲压(平、立、仰、横焊),2表示铜焊适用于平焊及平角焊,4表示铜焊适用于向下立焊;第三位和第四位数字组合时表示冲压电流种类及药皮类型,如下表所示图
4)铜焊的保管与使用
a)铜焊保管。
各类铜焊必须进行分类、分牌号存放,避免混乱。
铜焊必须存放于通风良好、干燥的仓库内。需垫高和离墙0.3m以上,使上下左右空气流通。
重要冲压工程使用的铜焊,特别是低氢型铜焊,最好储存在专用的仓库内,仓库内保持很大的温度和湿度,建议温度10~25℃,相对湿度小于65%。
b)铜焊的使用
铜焊应有制造厂的质量合格证,凡无合格证或对质量有怀疑时,应按此抽查试验,合格者方可使用。存放多年的铜焊应展开工艺性能试验后才能使用。
铜焊如发现内部有锈迹,须经试验合格后方能使用。铜焊受潮严重,已发现药皮皮脱落者,一般应予报废。
铜焊使用前一般应按说明书规定的烘焙温度展开烘干。碱性低氢型铜焊烘焙温度一般采用350℃左右,对含氢量有特殊要求的低氢型铜焊的烘焙温度应提高到400~450℃,烘箱温度应缓慢提高,烘焙1h,随烘随用,切不可突然将冷铜焊放入高温烘箱内或突然冷却,以免药皮开裂。酸性铜焊要根据受潮情况,在70~150℃上烘焙1~2h,储存时间短且包装完好,用于一般钢结构,在使用前也可不再烘焙。
4.纯手工耐腐蚀技术
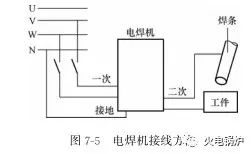
1)工作台机的接线方式
工作台机的接线方式如图
2)耐腐蚀的引燃方式
纯手工耐腐蚀的引燃方式是采用碰触法。具体应用时又可分为划擦法和敲击法两种。划擦法引弧动作似划火柴,对初学者来说易于掌握,但容易损坏焊件表层。敲击法引弧由于铜焊端部与焊件碰触时处于相对静止的状况,操作方式不当,容易造成铜焊粘住焊件。此时,只要将铜焊左右摆动几下就可以脱离焊件。
3)运条
静电引燃后,迅速将铜焊提起2~4mm展开冲压,冲压时应有以下三个基本动作:
a)铜焊中心向熔池逐渐送进,为维持很大的弧长,铜焊的送进速度应与铜焊熔融的速度相同。否则会产生断弧或铜焊与焊件粘连现象。
b)铜焊的横向摆动,以获得很大的沟槽宽度。
c)铜焊沿冲压方向逐渐移动,移动速度的快慢影响沟槽的成型。
4)纯手工静电常见的运条方式
a)直线形运条法→。由于铜焊不作横向摆动,静电较稳定能获得较大的熔深,但沟槽的宽度较窄。
b)锯齿形运条法╱╲╱╲╱╲╱╲。锯齿形运条法是铜焊端部要做锯齿形摆动。并在两边稍停留(但要注意防止要边)以获得合适的熔宽。
c)环形运条法○○○○○○。环形运条法是铜焊端部要作环形摆动。
5)沟槽的起头和收尾
a)沟槽的起头。沟槽的起头就是指开始冲压的部分,因为引弧后不可能迅速使这部分合金温度升高,所以起点部分的熔深较浅,沟槽余高较高。为了减少这种现象,可以采用较长的静电对沟槽的起头处展开必要的预热,然后适度地缩短静电的长度再转入正常冲压。
b)沟槽的收尾时由于操作方式不当往往会逐步形成弧坑,降低沟槽的强度,产生应力集中或裂纹。为了防止和减少弧坑的出现,冲压时通常采用三种方式:
划圈方式收弧法,适合与厚板冲压的收尾;
反复断弧收尾法,适合于薄板和大电流冲压的收尾;
回焊收尾法,适合于碱性铜焊的收尾。
5.冲压工艺参数(也称冲压规范)
纯手工耐腐蚀的工艺参数通常包括铜焊类型及直径、冲压电流、静电电压、冲压速度和冲压角度。
1)铜焊直径选择
为了提高生产效率,应尽可能地选用大直径的铜焊,但是铜焊直径大往往会造成未焊透和沟槽成型不良。铜焊直径的选择通常可以从以下几个方面考虑:
a)焊件的厚度。厚度较大的焊件应选用较大直径的铜焊,不同的焊件厚度所对应的铜焊直径见图

b)沟槽位置。平焊时应选用较大直径的铜焊(最大为6mm)。立焊(最大不超过5mm)、横焊(不超过4mm)、仰焊(不超过4mm)时为减小输入,防止熔融合金下淌,应采用小直径铜焊并配合小电流冲压。
c)冲压层数。多层焊时为保证根部焊透,第一层焊道应采用小直径铜焊冲压,以后各层可以采用较大直径铜焊冲压,以提高生产率。
d)接点形式。搭接接点、T形接点多用于非承载沟槽,为了提高生产效率应采用较大直径的铜焊。
2)冲压电流的选择
增大冲压电流能提高生产率。使熔深增大,但电流过大易造成沟槽咬边和烧穿等缺陷,降低接点的机械性能。冲压时,冲压电流的选择可以从以下几个方面考虑:
a)根据铜焊直径和焊件厚度选择。铜焊直径越大,焊件越厚,要求冲压电流越大。平焊低碳钢时,冲压电流I(单位:A)与铜焊直径d(单位:mm)的关系为I=(35~55)d。
b)根据冲压位置选择。在铜焊直径很大的情况下,当平焊时,运条和控制熔池中的熔融合金较容易,可用较大电流,其他位置沟槽为防止熔融的合金从熔池中流出,应保持熔池面积小些,通常立焊比平焊电流应减少10%~15%,仰焊比平焊应减少15%~20%。
3)静电电压的选择(静电长度的选择)
静电电压的大小是由弧长来决定。静电长则电压高,静电短则电压低。在冲压操作方式过程中应采用不超过铜焊直径的短静电。否则会出现静电燃烧不稳、保护不好,飞溅大、熔深小,还会使沟槽产生未焊透、咬边和气孔等缺陷。所以应力求短弧冲压,一般要求弧长不超过铜焊直径。
4)冲压速度
单位时间内完成的沟槽长度称为冲压速度。冲压速度过快或过慢都会影响沟槽的质量。冲压速度过快,熔池温度不够,易造成未焊透、未融合和沟槽过窄等现象。若冲压速度过慢,易造成沟槽过厚、过宽或出现焊穿等现象。掌握合适的冲压速度有三个原因:一是保证焊透;二是保证要求的沟槽尺寸。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~