
焊丝型号分类、实—药芯焊丝及焊丝的使用知识
冲压制造中大量采用铜焊电焊。在工业发达国家,铜焊的产量仍占焊材年产量的30%以内。在我省,这一比率为80%~90%以内。但从世界焊材发展的Bc4看,随着液体为保护焊工艺的广为应用领域和药芯塞雷县不断崛起,纯手工铜焊总的供应量会急遽下滑,今后的主要就应用领域对象是化工设备及某些特殊场合。在塞雷县的制造上,埋焊塞雷县在我省已经应用领域得非常广为,埋焊用薄钢带也有应用领域。近年来液体为保护焊和药芯塞雷县的应用领域得到很大发展,使塞雷县在消耗焊材中所占的比率日益增加,成为一类重要的冲压材料。
塞雷县的进行分类
塞雷县按其结构可分成实芯塞雷县和药芯塞雷县。
实芯塞雷县多为冷拔钢索;而药芯塞雷县则是由薄钢带横向折迭并加入金属粉末后,另行埃皮纳勒区而成。实芯塞雷县采用的历史比较长,为目前主要就采用的塞雷县;药丝塞雷县的采用较之实芯塞雷县本来了许多,但由于其具有一系列缺点,在制造中应用领域得越来越多。
冲压用的塞雷县按其为目核又可分成两类:一类是冲压时塞雷县只起充填钛和极性的作用,施焊操作过程上要倚靠銲接为保护或液体为保护,如埋焊、CO2液体为保护焊中采用的实芯塞雷县和CO2 液体为保护焊中采用的部分药芯塞雷县;第二类塞雷县在冲压操作过程中不需要另加液体或銲接的为保护,仅仅倚靠塞雷县自身的钛元素及高温时的反应来避免空气中氧、氮等液体的侵入,以及调整沟槽钛成分,这类塞雷县称为自为保护药芯塞雷县,是一类很有雷米雷蒙县的新型塞雷县。国内已开始制造,但采用尚不广为。
实芯塞雷县
实芯塞雷县的进行分类:实芯塞雷县分液体为保护焊用AX50、玻璃钢塞雷县(钢索),熔融焊用钢索,铜及黄铜塞雷县,铝及碳纤维塞雷县,镍及黄铜塞雷县等。液体为保护焊用塞雷县(钢索)主要就主要包括甲烷液体为保护焊、钨极液体为保护焊和激光焊的塞雷县。熔融焊用钢索主鼕主要包括适用于于埋焊和电渣焊、spinning等用途的冷拉钢索。
为了避免塞雷县锈蚀,保持塞雷县的美美,塞雷县表层一般都镀有—层铜,这也是为什么塞雷县表层颜色为黄红色的原因。铸铁塞雷县不影响塞雷县的采用性能。
液体为保护焊塞雷县:(GB/T8110—1995) 本标准适用于于AX50、玻璃钢熔融极液体为保护焊用的实芯塞雷县,推荐用于钨极液体为保护电焊和激光焊的充填塞雷县。塞雷县机型的则表示方法为:ERXX-X。
拉丁字母ER则表示塞雷县,ER前面的两位位数则表示熔敷钛的最低硬度,短划前面的位数或拉丁字母则表示塞雷县成份进行分类SS。如还附带其它成份时,直接用spelling则表示,并以短划与前面位数分开。总括如下:

液体为保护焊塞雷县的直径比较小,最小为0.5mm,最大为3.2mm。甲烷液体为保护焊常用塞雷县的直径有1.2mm、1.6mm,钨极液体为保护焊常用塞雷县的直径有0.8mm、0.2mm、2.5mm等。
下表列出了部分常用液体为保护焊塞雷县的牌号、机型对照以及它们的用途。

液体为保护焊用钢索:(GB/T14958—94)液体为保护焊用钢索适于低碳钢、玻璃钢和钛钢的液体(CO2、CO2+O2、CO2 +Ar)为保护焊,是冷拉钢索。表层状态有铸铁(DT)和未铸铁两种,交货状态为捆(盘)状(KZ)和缠轴(CZ)。钢索牌号有H08MnSi、H08Mn2Si、H08Mn2SiA、H11MnSi、H11Mn2SiA 五种。
熔融焊用钢索:(GB/T14957—94)熔融焊用钢索是适用于于液体为保护焊、埋焊、电渣焊和spinning的冷拉钢索。塞雷县牌号以拉丁字母H开头。
对于低碳钢焊件,采用的牌号有H08A、H08MnA、H10Mn2等,其中H08A采用最为普遍。
溶化焊用钢索的公称直径有1.6mm、2mm、2.5mm、3mm、3.2mm、4.0mm、5.0mm、6.0mm等几种。
药芯塞雷县
药芯塞雷县的结构
药芯塞雷县外观虽如普通塞雷县,却内装銲接,可分成加液体为保护的气为保护型药芯塞雷县和不加液体为保护的自为保护药芯塞雷县以及埋焊药芯塞雷县等。药芯塞雷县内的銲接可以起到铜焊药皮类似的为保护熔滴、熔池免受氧化、氮化、辅助沟槽成形、稳定电弧、脱氧、脱硫、渗钛等一系列有益作用。它兼具了铜焊和(:02实芯塞雷县的缺点。制造规格有1.2mm、1.4mm、1.6mm、2.0mm、2.4mm、2.8mm、3.2mm、4.0mm。一般把直径小于2mm的塞雷县称为细径塞雷县。
药芯塞雷县的截面形状多种多样,下图各种药芯塞雷县的截面形状。
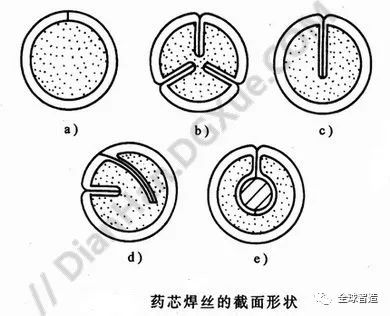
药芯塞雷县最简单的截面形状是O形,通常又称为管状塞雷县。这种塞雷县由于芯部粉剂不极性,电弧容易沿四周的钢皮旋转,使得电弧稳定性差。因此0形只用于制造细径药芯塞雷县。异形塞雷县因钢皮在整个截面上分布比较均勻,所以电弧燃烧稳定,塞雷县熔融均匀,冶金反应进行得比较充分,适合于制造直径2.0mm以上的塞雷县。
药芯塞雷县的缺点
制造效率高药芯塞雷县可进行连续的自动化和半自动化制造,与铜焊相比,大大节约了更换铜焊、引弧和收弧等辅助工序的时间。同时它的冲压飞溅小,不易堵塞焊嘴,所以比CO2实芯塞雷县更适于机器人冲压。
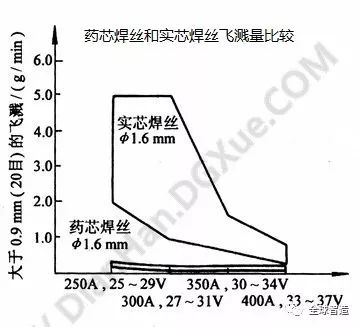
熔敷速度快,飞溅小:熔敷速度是指熔焊操作过程中,单位时间内熔敷在焊件上的钛量。药芯塞雷县之所以比铜焊熔敷速度快,主要就是因为它可以采用更大的冲压电流;同时,药芯塞雷县中只含质量分数为15%~20%以内的金属粉末,而铜焊的涂料药皮质量分数占25%以上,因此电能可以更有效地用来熔融塞雷县的钛部分。与CO2实芯塞雷县相比,由于其电流集中于外表钢皮,电流密度大,所产生的电阻热更大;此外,飞溅小,所熔融钛可以更有效地进入熔池,因而药芯塞雷县甚至比CO2实芯塞雷县的熔敷速度还要快。药芯塞雷县冲压时比CO2实芯塞雷县的飞溅要小得多,下图为药芯塞雷县与CO2实芯塞雷县飞溅大小的比较。
冲压质量好一般CO2实芯塞雷县只适合于低碳钢或强度级别较低的玻璃钢的冲压,而药芯塞雷县则适用于于各种材料的冲压,不仅主要包括各种结构钢,也主要包括不锈钢等特殊材料。药芯塞雷县沟槽的低温冲击韧度比实芯塞雷县有了很大的提高,可适用于于各种重要结构的冲压,而CO2实芯塞雷县一般只用于0度以上工作的一般钢结构。
综合冲压成本:低药芯塞雷县相对价格较高,但其综合制造成本比铜焊电焊要低许多,与CO2实芯塞雷县大体相当。
药芯塞雷县的机型及牌号
按GB10045—88规怎定,药芯塞雷县第一部分以英文拉丁字母EF则表示药芯塞雷县SS,SS前面的第一位位数则表示主要就适用于的冲压位置:0则表示用于平焊和横焊,1则表示用于全位置焊。SS前面的第二位位数或英文拉丁字母为进行分类SS。第二部分在短横线后用四位位数则表示沟槽钛的力学性能。如塞雷县机型EF03-5042。
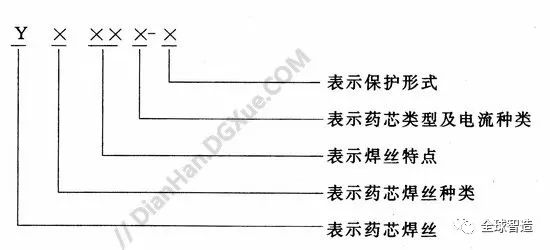
实际制造中还经常用牌号来则表示药芯塞雷县的类型。药芯塞雷县制造牌号用如下符号则表示:
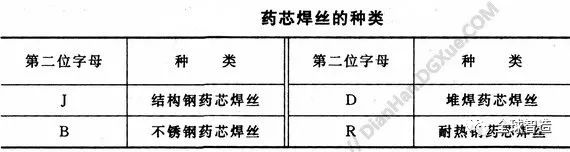
首拉丁字母Y则表示药芯塞雷县;第二位拉丁字母则表示药芯塞雷县种类,第一、第二位位数则表示塞雷县特点;第三位位数则表示溶渣类型(或第三位以后之位数及spelling则表示沟槽钛成份);最后一位位数为1或2,分别则表示液体为保护或自为保护, 并以短划-与前面部分分开。
药芯塞雷县发展很快,很多的药芯塞雷县牌号目前还没有相应的国标机型对应。
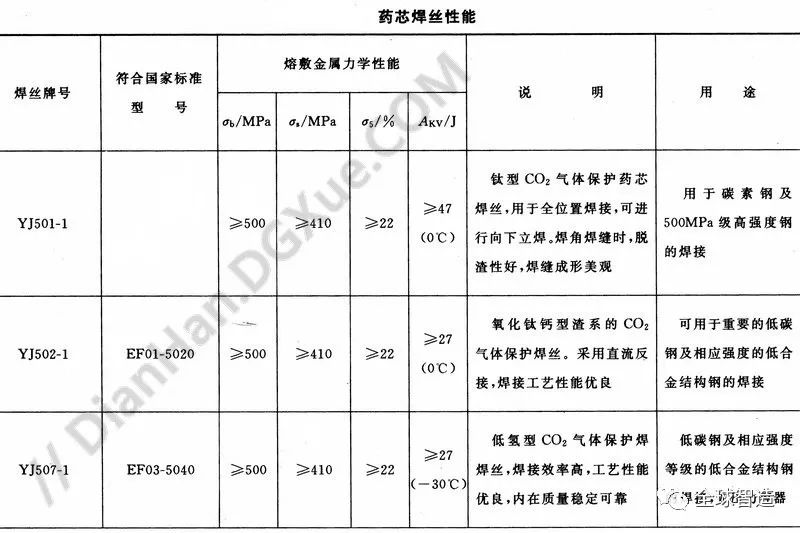
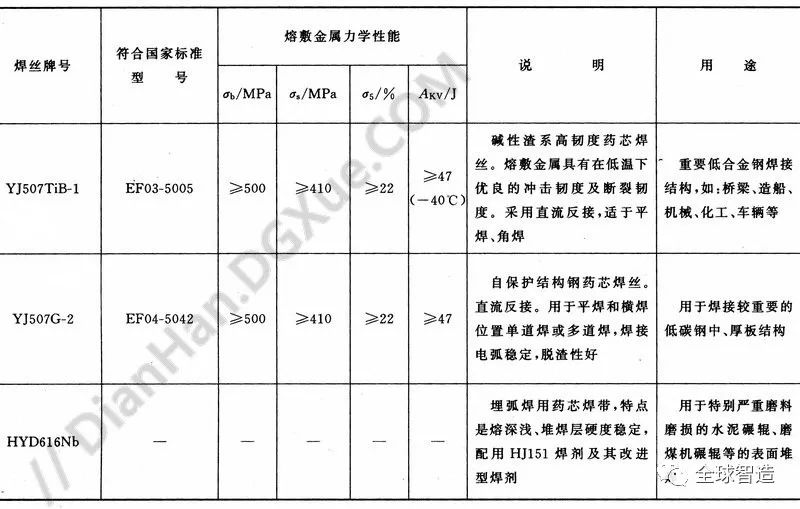
常用药芯塞雷县的选用
下表为常用药芯塞雷县性能的介绍,供选用时参考。
塞雷县的采用
塞雷县一般以塞雷县盘、塞雷县卷及塞雷县筒的形式供货。塞雷县表层必须光滑平整,如果塞雷县锈蚀,必须用塞雷县除锈机除去表层氧化皮才能采用。
对同一机型的塞雷县,当采用Ar-O2为为保护液体冲压时,熔敷钛的成份与塞雷县的成份差别不大,但当采用CO2为为保护液体冲压时,熔敷钛中的Mn、Si和其它脱氧元素的含量会大大减少,在选择塞雷县和为保护液体时应予以注意。
—般情况下,实芯塞雷县和药芯塞雷县对水分的影响不敏感,不需做烘干处理。
焊前,焊件应做除油、除锈处理。
塞雷县购货后应存放于专用焊材库(库中相对湿度应低于60%),对于已经打开包装的未铸铁塞雷县或药芯塞雷县,如无专用焊材库,应在半年内采用。
采用銲接为保护进行冲压,采用前应对銲接做烘干处理;采用液体为保护进行冲压,应控制液体中的含水量,冲压时风速大于2m/s,应停止冲压。
热门推荐


 点击阅读全文了解更多资讯
点击阅读全文了解更多资讯


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~