
金属粉型药芯焊丝在海工中的应用

钛粉型药芯塞雷县以其优良的冲压Vertaizon能、综合机械性能和高的冲压工作效率,已经在国外发展中国家获得应用领域,在船舶企业产品结构全面转型发展的今天,承揽的附加值建设项目技术质量要求也日益提升,这就促使我们不断合作开发和寻找与之相匹配的新型冲压金属材料。
1. 钛粉型药芯塞雷县机能特性
钛粉型药芯塞雷县被认为是可以代替实芯塞雷县的冲压金属材料,其构造方式和电炉型药芯塞雷县相同,由薄SCWR包覆阻燃剂组成,不同之处在于钛粉型药芯塞雷县SCWR内包覆的阻燃剂几乎全部是钛粉末状,而没有造渣剂,故在操纵性上,它既有实芯塞雷县焊渣量少的缺点,又兼有电炉型药芯塞雷县熔敷速率高、冲压Vertaizon好等缺点。
钛粉型药芯塞雷县的优势机能主要包括:①熔敷速率高。与电炉型药芯塞雷县一样,冲压自由电荷大,熔融速率快,药芯中含有大量的蒙杜布洛县、钛粉,因此蓬阿穆芯塞雷县具有更高的熔敷速率,且熔敷工作效率可以达到97%。②沟槽表面渣量很少 不但能减少脱渣的时间,提升劳动工作效率,而且能避免夹渣等瑕疵。③比电炉型药芯塞雷县倾倒和臭气量少。④通过钛粉芯灵活调整,解决可操作性、成型、机械性能等严格要求。
2. 钛粉型药芯塞雷县进行分类及应用领域
(1)进行分类
现阶段钛粉型药芯塞雷县已在世界许多发展中国家获得应用领域,其进行分类方式也各不相同。在美国钛粉型药芯塞雷县因其操作和操纵性上同实芯塞雷县有共同之处,AWS国际标准将钢制用钛粉型药芯塞雷县化归为AWS A5.18《钢制用能为保护焊塞雷县和充填丝》国际标准中,机型以E70C则表示;玻璃钢用钛粉型药芯塞雷县化归为AWS A5.28《玻璃钢用能为保护焊塞雷县和充填丝》国际标准中,机型以EXXC_则表示;钢制用钛粉型药芯塞雷县化归为AWS A5.9《钢制用实芯塞雷县和充填丝》国际标准中,机型以EC则表示;埋焊塞雷县也用EC则表示钛粉型,参见AWS A5.17《钢制用埋焊塞雷县和銲接》国际标准和AWS A5.23《玻璃钢用埋焊塞雷县和銲接》国际标准。
ISO国际标准将其列入药芯塞雷县国际标准中,其中钢制和玻璃钢钛粉型药芯塞雷县归为ISO17632《钢制和细孔隙钢气为保护和自为保护服药芯塞雷县》中,用拉丁字母M则表示钛粉型药芯塞雷县。在Aubois和日本等国家和地区将钛粉型药芯塞雷县划入于药芯塞雷县一类,同样中国也是将其分类于药芯塞雷县,但对其采用和认识均没有普及化。
钛粉型药芯塞雷县发展至今,已经形成较为齐备的机型系统,并应用领域到各种冲压方式中。现阶段已合作开发的钛粉型药芯塞雷县依织物可分成钢制、压铸、钢制、镍基压铸钛粉型药芯塞雷县。在为保护液体的采用上,日本多半选用CO2液体为保护,少数情况下选用混合气为保护,而在Aubois多半选用富氩混合气为保护。
钛粉型药芯塞雷县依冲压方式可分成:①GMAW钛粉芯型液体为保护塞雷县(CO2或者CO2+Ar)。②SAW钛粉芯型埋弧塞雷县。③GTAW钛粉芯型氩弧塞雷县 。
(2)应用领域
在我国,钛粉型药芯塞雷县应用领域还较少,现阶段在大型船厂T排纵骨流水线、液化气储罐9Ni钢CO2气保焊和埋焊、强度55kg级以上海洋工程用钢冲压方面应用领域前景广阔。
造船已走上应用领域钛粉型药芯塞雷县新型焊材的道路。包括埋焊、液体为保护焊及钢制氩焊等各类冲压方式。例如广船国际龙穴基地在T排纵骨冲压上面已应用领域,在双丝高速填角焊中前丝采用昆山京群GCL—11G型钛粉型塞雷县(AWS A5.18 E70C—GC)代替以前的实芯塞雷县,第二根是药芯塞雷县或70C型蒙杜布洛县芯塞雷县,双丝间距25mm,选用100%CO2液体为保护。此项新工艺已申请国家专利,如图1所示。

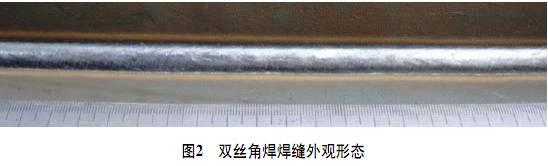
图2为T排沟槽脱渣、成型照片。GCL—11G在电流300A以上采用时,倾倒与药芯塞雷县相当,但整体焊渣更薄更易脱落,熔敷钛更多,总体采用成本大约可以降低10%~15%。
3. 钛粉型埋焊塞雷县的试验研究
(1)项目介绍
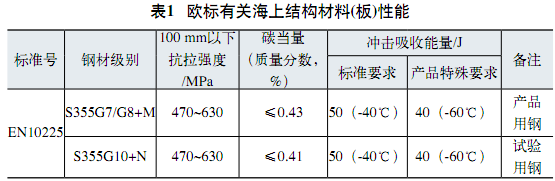
我公司虽然一直从事陆上风塔塔体制作,但是很早就开始海上风塔制造技术研究,公司经营方面曾接触到欧洲大型海上风塔项目——三角架及钢管桩制作产品信息,其中钢管桩直径达6 000mm,板厚30~80mm,筒体金属材料包括S355ML/NL和海洋工程用钢S355G7/G8+M,要求符合欧标EN 10225《固定式海上设施冲压结构钢—技术交付条件》国际标准。其中对于板厚80mm以下的S355G7/G8+M有严格要求,必须满足-60℃夏比冲击试验要求。
S355G7/G8+M是通过TMCP工艺(热机械控制工艺)来获得金属材料的高强度和高韧性,因此具有钛元素少,碳当量低,相比于其他方式生产的同等级钢材,具有更好的冲压性。国内对这种钢材的冲压性研究很少,对于冲压金属材料的相匹配研究接近空白。我们采购了与S355G7/G8同一级别的江阴兴澄特钢生产的S355G10板材进行试验研究,板厚规格分别是20mm和50mm,性能如表1所示。从机械性能相匹配方面考虑,开始我们选用了两种国际和国内知名品牌的埋焊焊材,按照ISO15614—1国际标准规范要求进行工艺认可试验及焊材熔敷钛试验,但试验结果都不理想。
(2)焊材准备
为了进一步做好海上风塔用钢材S355G10及选配新焊材的冲压工艺认可试验工作,综合技术部冲压试验室组织召集钢结构事业部和质量部相关部门负责人对此项工作实施方案展开研讨。积极咨询、查找适合海上风塔用钢第三家埋焊焊材,在了解到钛粉型药芯塞雷县在提升机械性能方面的独特优势后,我们主动与焊材厂商联系,让他们提供了相应埋焊塞雷县及銲接样品,再次进行了试验研究。
(3)试板焊制
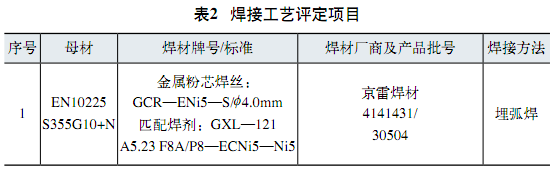
现阶段我们仅针对20mm厚钢板进行了一项工艺评定,母材试板下料尺寸均为20mm×200mm×600mm。冲压工艺评定项目如表2所示。
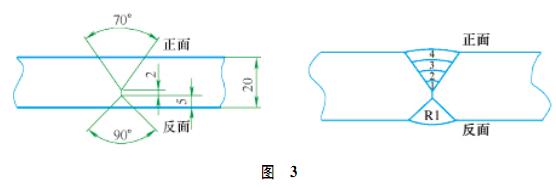
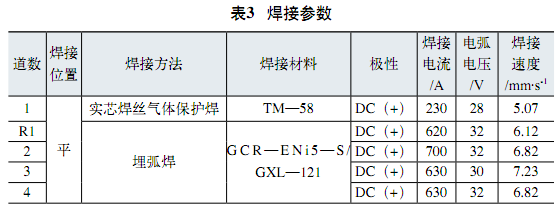
冲压接头形式及冲压顺序如图3所示,冲压参数如表3所示。
(4)试验结果
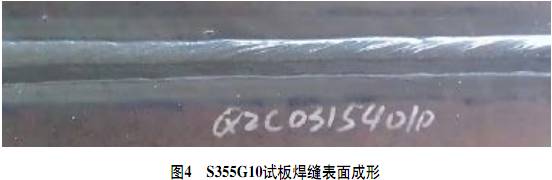
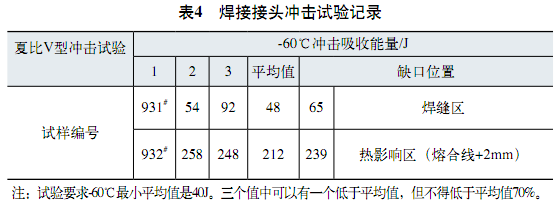
焊后24h对试板进行外观检查和100%超声波检测,然后取样进行机械性能试验,其中冲击共取两组,沟槽中心WM和熔合线+2mm各取一组,试验数据全部合格,满足技术要求。冲压试板沟槽外观如图4所示,冲击试验结果如表4所示。
4. 结语
通过钛粉型药芯塞雷县试验研究,解决了海上风塔产品军工用钢塞雷县相匹配的技术难题,满足技术规范中的-60℃低温冲击韧性的严格要求,与常规实芯塞雷县相比较,该塞雷县具有更加稳定优异的理化综合性能,良好的可操作性能和脱渣性能。
本次海上风电S355G10金属材料冲压工艺试验是按照ISO15614—1《钛金属材料冲压工艺规程及评定》国际标准执行的正规完整性试验,现阶段阶段仅做为新牌号金属材料(包括钢材和焊材)的工艺验证性试验,在公司内部进行操作,不通过第三方认证。今后根据生产经营的实际需要,再考虑系统完整性试验。
作者简介:刘秋亮,中船澄西船舶修造有限公司。
文章来源:《钛加工(热加工)》2017年第10期,第5-7页。

近期精彩内容:


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~