
不锈钢焊条焊接及选用,值得收藏!

(1)钢制铜焊的机型
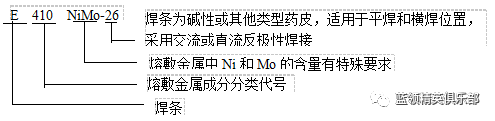
钢制铜焊机型依照熔敷合金的成份、药皮类别、冲压边线及冲压电阻类型分割。
其机型基本建设方式是:第一个字母E则表示铜焊,E前面的位数则表示熔敷合金成份进行分类SS,如有严格要求的成份,该成份用spelling则表示,放到位数的前面;短划-前面的三位位数则表示药皮类别、冲压边线及冲压电阻类型。
钢制铜焊进行分类见附注右图。表1:
铜焊类别
冲压电阻
冲压边线
铜焊类别
冲压电阻
冲压边线
E×××(×)-15
E×××(×)-25
直流反接
全边线
E×××(×)-16
E×××(×)-17
E×××(×)-26
交流或
直流反接
全边线
平焊、横焊
平焊、横焊
钢制铜焊机型举例:
(2)钢制铜焊的牌号
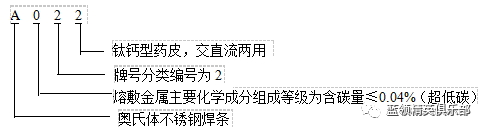
①牌号前加G(或铬字)或A(或奥字),分别则表示铬钢制铜焊或奥氏体铬镍钢制铜焊。
②牌号第一位位数,则表示熔敷合金主要成份组成等级,见表10-2右图。
③牌号第二位位数,则表示同一熔敷合金主要成份组成等级中的不同牌号。对同一组成等级铜焊,可有10个牌号,按0、1、2、…、9顺序排列,以区别镍铬之外的其他成分。
④牌号第三位位数,则表示药皮类别和冲压电源类型,见表10-3右图。
表:2钢制铜焊熔敷合金主要成份组成等级
铜焊牌号
熔敷合金主要成份组成等级
铜焊牌号
熔敷合金主要成份组成等级
G2××
G3××
含Cr量约为13%
含Cr量约为17%
A4××
A5××
A6××
A7××
A8××
A9××
含Cr量约为26%,含Ni量约为21%
含Cr量约为16%,含Ni量约为25%
含Cr量约为16%,含Ni量约为35%
铬锰氮钢制
含Cr量约为18%,含Ni量约为18%
待发展
A0××
A1××
A2××
A3××
含C量≤0.04%(超低碳)
含Cr量约为19%,含Ni量约为10%
含Cr量约为18%,含Ni量约为12%
含Cr量约为23%,含Ni量约为13%
表3铜焊牌号中第三位位数的含意
铜焊牌号
药皮类别
冲压电源类型
铜焊牌号
药皮类别
冲压电源类型
□××0
□××1
□××2
□××3
□××4
不属于已规定的类别
氧化钛型
钛钙型
钛铁矿型
氧化铁型
不规定
直流或交流
直流或交流
直流或交流
直流或交流
□××5
□××6
□××7
□××8
□××9
纤维素型
低氢钾型
低氢钠型
石墨型
盐基型
直流或交流
直流或交流
直流
直流或交流
直流
钢制铜焊牌号举例:
3)钢制铜焊的选择
钢制铜焊适用于铬含量大于10.50%、镍含量小于50%的耐腐蚀钢或耐热钢的冲压,使用时应依照钢制的材质、工作条件(包括工作温度和接触介质)来选择。
主要从以下几方面考虑:
①在高温环境下工作的耐热钢制,选择铜焊主要是能满足焊缝合金的抗热裂纹性能和冲压接头的高温性能。
对于Cr/Ni≥1的奥氏体耐热钢,如1Cr18Ni9Ti、Cr17Ni13W等,一般均采用奥氏体-铁素体钢制铜焊;若Cr/Ni<1的稳定型奥氏体耐热钢,
如Cr16Ni25Mo6、Cr15Ni25W4Ti2等,一般应在保证焊缝合金具有与母材成份大致相近的同时,增加焊缝合金中Mo、W、Mn等元素含量,以提高焊缝的抗裂性。
②在各种腐蚀介质中工作的耐蚀钢制,应依照介质和工作温度来选择铜焊。对于工作温度在3000C以上、有较强腐蚀性的介质,则换用含有Ti或Nb稳定化元素或超低碳钢制铜焊;
对于含有稀硫酸或盐酸的介质,常换用含Mo或含Mo和Cu的钢制铜焊;对于在常温下工作,腐蚀性弱或仅为避免锈蚀污染的设备,可采用不含Ti或Nb的钢制铜焊。
③对于铬钢制,如马氏体钢制1Cr13、铁素体钢制1Cr17Ti等,为了改善冲压接头的塑性,采用铬镍奥氏体钢制铜焊。
常用钢制铜焊换用见表10-4、10-5右图。
表4 常用铬钢制铜焊的换用
类别
钢号
铜焊机型
铜焊牌号
焊缝合金类别
换用原则
马
氏
体
铬
不
锈
钢
1Cr13
2Cr13
E410-16
E410-15
E1-13-1-15
G202
G207
G217
Cr13
耐蚀、耐热
E309-16
E309-15
A302
A307
Ci25Ni13
高塑、韧性
E310-16
E310-15
A402
A407
Cr25Ni20
1Cr17Ni2
E430-16
E430-15
G302
G307
Cr17
耐蚀、耐热
E308-16
E308-15
A102
A107
Cr18Ni9
高塑、韧性
E309-16
E309-15
A302
A307
Cr25Ni13
E310-16
E310-15
A402
A407
Cr25Ni20
Cr11MoV
E11MoVNi-16
E11MoVNi-15
R802
R807
Cr10MoNiV
耐蚀、耐热
Cr12WMoV
E11MoVNiW-15
R817
Cr11WMoNiV
0Cr13
E410-16
E410-15
E1-13-1-15
G202
G207
G217
Cr13
耐蚀、耐热
E310Mo-16
A412
Cr25Ni20Mo2
高塑、韧性
续表
铁
素
体
铬
不
锈
钢
0Cr13
E308-16
E308-17
E308-15
A102
A102A
A107
Cr18Ni9
高塑、韧性
E309-16
E309-15
A302
A307
Cr25Ni13
E310-16
E310-15
A402
A407
Cr25Ni20
0Cr17
0Cr17Ti
1Cr17Ti
E430-16
E430-17
G302
G307
Cr17
耐蚀、耐热
E308-16
E308-17
E308-15
A102
A102A
A107
Cr18Ni9
高塑、韧性
E309-16
E309-15
A302
A307
Cr25Ni13
Cr25Ti
E309-16
E309-15
A302
A307
Cr25Ni13
耐热及高
塑、韧性
Cr28
Cr28Ti
E310-16
E310-15
A402
A407
Cr25Ni20
E310Mo-16
A412
Cr25Ni20Mo2
表10-5 常用铬镍奥氏体钢制铜焊的换用
钢 号
焊 条
型 号
焊 条
牌 号
钢 号
焊 条
型 号
焊 条
牌 号
00Cr18Ni10
0Cr18Ni9Ti
E410-16
A002
0Cr18Ni12Mo3Ti
1Cr18Ni12Mo3Ti
E317-16
A242
00Cr17Ni15Si4Nb(C)
A012Si
1Cr25Ni13
E309-16
E309-15
A302
A307
A302A
00Cr18Ni12Mo2
00Cr17Ni14Mo2
00Cr17Ni14Mo3
E316L-16
A022
1Cr25Ni18
E310-16
E310-15
A402
A407
00Cr18Ni12Mo2Cu
E317MoCuL-16
A032
3Cr18Mn11Si2N
2Cr20Mn9Ni2Si2N
E310-16
E310-15
A402
A407
00Cr22Ni13Mo2
E309MoL-16
A042
4Cr25Ni20(HK-40)
E310H-16
A432
0Cr18Ni9
1Cr18Ni9
E308-17
E308-16
E308-15
A102A
A102
A107
Cr16Ni25Mo6
Cr15Ni25Wti2B
A502
A507
0Cr18Ni9Ti
1Cr18Ni9Ti
E347-16
E347-15
A132
A137
A132A
Cr25Ni32B
Cr18Ni37
A607
0Cr18Ni12Mo2Ti
1Cr18Ni12Mo2Ti
E316-17
E316-16
E316-15
E318-16
A202A
A202
A207
A212
0Cr17Mn13Mo2N
A707
0Cr18Ni18Mo2Cu2Ti
A802
来源:蓝领精英俱乐部
近期精彩内容:
19岁的中车萌妹女焊工,焊缝技艺一气呵成堪称完美,男技工都服气
教会徒弟后被工厂调职做后勤,老员工愤怒离职,一年后老板哭惨了



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~