
电渣焊焊接,你听过吗?

一、特征
电渣焊是利用电流通过液态熔渣产生的电阻热为热源的熔焊方法,有丝极、熔嘴和板极等几种,其冲压过程如图5-16所示。
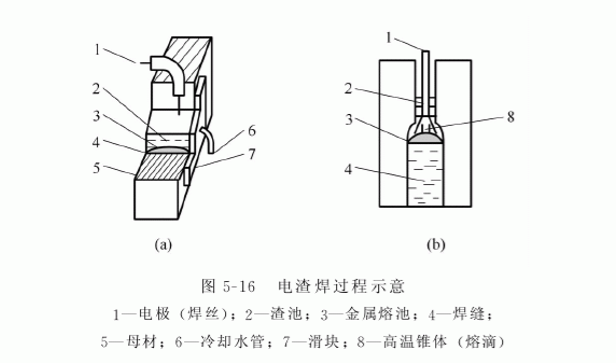
电渣焊的特征如下。
①冲压处于垂直位置,最大倾斜度30°左右。
②焊件均不开坡口,只留一定尺寸的装配间隙,特别适合大厚度冲压。生产效率高,劳动条件好。
③焊缝金属在高温液态停留时间长,且焊缝轴线与浮力方向一致,因此不容易产生气孔和夹渣等缺陷。
④焊缝及近缝区冷却速度缓慢,对碳当量高的钢材,不易产生淬硬组织和冷裂纹倾向,冲压低合金高强钢及中碳钢时,也可以不预热。
⑤冲压线能量大,热影响区在高温停留时间长,易产生晶粒粗大和过热组织。焊缝金属呈铸态组织。
⑥冲压接头冲击韧性低,一般焊后需进行正火十回火热处理,以改善接头的组织与性能(主要是冲击韧性)。
二、应用范围
电渣焊主要用于厚壁压力容器纵缝的冲压和大型铸-焊、锻-焊或厚板拼焊结构件的冲压。可以冲压碳钢、低合金高强钢、合金结构钢、珠光体耐热钢,还可以冲压铬镍不锈钢和铝等。
厚度在30~450mm间的均匀断面(纵缝 和环缝),多采用丝极电渣焊;厚度大于450mm的均匀断面及变断面,可采用熔嘴电渣焊。
三、冲压技术
1、冲压电源
电源应具有平外特性,二次空载电压应有较大的调节范围,一般多采用交流电源。
2、焊前准备
(1) 焊件装配 装配前冲压面及两侧附近应清理干净。焊直缝时,焊件的装配间隙,上端应比下端大,其差值约等于焊缝长度的0. 1%。环焊缝电渣焊时除起弧与收口技术比较复杂外,其余与直缝基本相同。
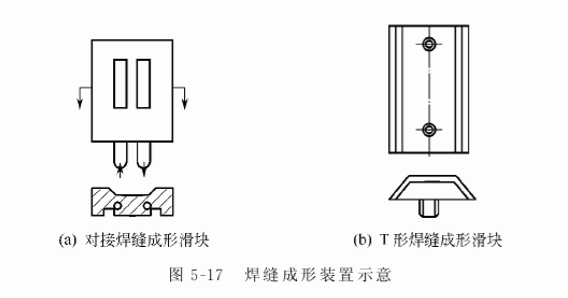
(2)焊缝成形装置它起到保持渣池和熔池内的液体金属不外流,强制熔池冷却凝固,形成焊缝的作用。一般采用紫铜制成,有空腔能通入冷却水。移动式成形滑块(图5-17) 随焊机移动,用于丝极电渣焊;固定式成形板多用于熔嘴电渣焊。
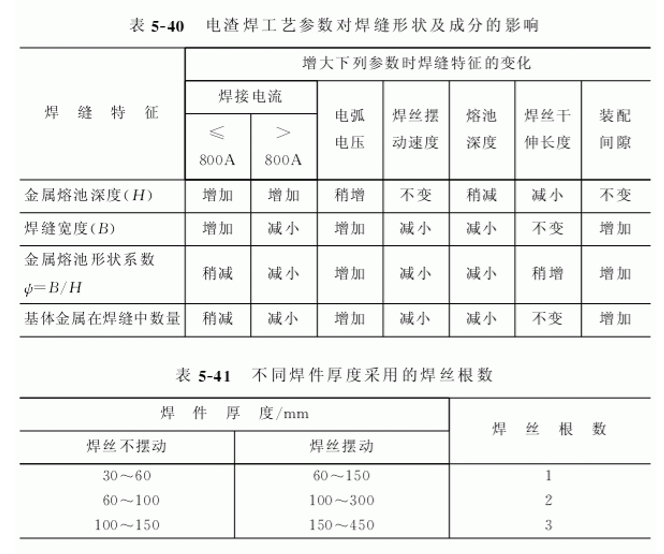
3、电渣焊工艺参数对焊缝形状及成分的影响
电渣焊工艺参数对焊缝形状及成分的影响见表5-40。
4、电渣焊参数的选择
(1)丝极电渣焊
①装配间隙(b) 取25~35mm,常用28~ 32mm。
②不同焊件厚度采用的焊丝根数见表5-41。
③焊丝直径(d)为3mm:熔池深度(h)为40~ 60mm;焊丝干伸长度(L)为60~ 70mm;停留时间(t) 为4~8s;摆动速度(v)为30m/h; 焊丝离工件表面距离(O)当滑块槽深为2~3mm时为4~5mm,当滑块槽深为8~ 10mm时为零。
④焊丝间距(f)可按下式确定。当滑块槽深为2~ 3mm时

当滑块槽深为8~ 10mm时

式中δ---焊件厚度,mm:n——焊丝根数,
a、一般情况下,滑块槽深约为2.5mm。
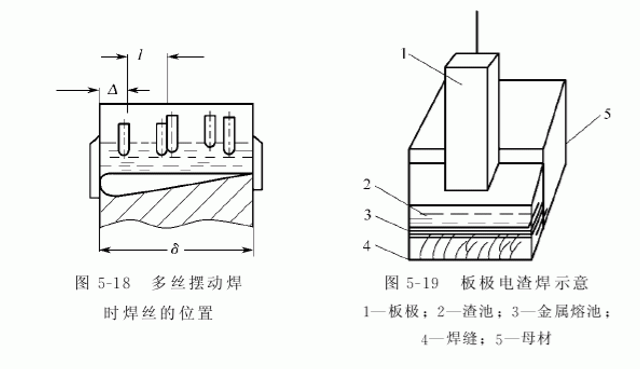
图5-18所示为多丝摆动焊时的焊丝位置。
⑤冲压电压通常在40~55V之间,当冲压电流增大时,冲压电压相应提高。
⑥冲压电流单根焊丝一般选400~600A, 随每根焊丝所承担的焊件厚度增大而增加,相对应的焊丝速度约为150~350mm/h。
(2) 板极电渣焊如图5-19所示。
①板极数量(n)。

式中δ-- 焊件厚度,mm;板极宽度,1mm,, B≤110mm。
②板极接线相位:确定板极数目后,最好采用跳相法连接板极,以获得均匀的熔宽。
③装配间隙(d隙): 用下式计算。

式中δ极——板极厚度,mm;d隙一般应小于25mm。
④冲压电压:它除了考虑熔宽外,还随焊剂不同而有差异,采用电阻系数大的焊剂,电压应稍高,用焊剂431时,冲压电压以35V左右为宜。
⑤熔池深度(h): 用焊剂431、焊剂360时,渣池深度应保持在35mm左右。
⑥板极间隙:以10~15mm为宜。
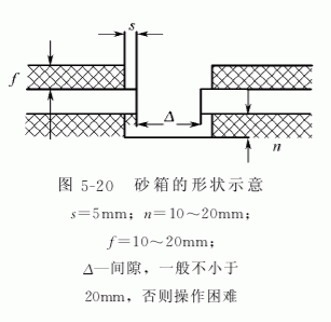
(3)手工电渣焊
①用于断面形状简单,直径小于150mm的焊件。
②由于焊件一般都较短,所以焊件都直接固定在带有夹紧装置的铜垫板上或砂箱中(图5-20)。
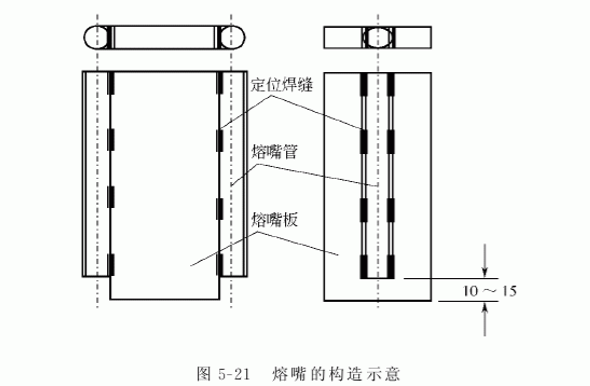
(4)熔嘴电渣焊
熔嘴电渣焊多用于大断面和变断面工件,以及厚板组件的冲压,熔嘴的数量视焊件厚度而定,最好为3的倍数。熔嘴的构造如图5-21所示。
①熔嘴(金属板)厚度一般比焊件厚度小10~15mm;宽度比焊件的装配间隙小18~20mm。
②关于焊丝的孔径,当焊丝直径为2.5mm时,孔径是4mm;焊丝直径为3mm时,孔径为4~4. 5rmm。
③冲压规范:冲压电压30~38V;电流密度0.8~1.2A/cm2,熔池深度30~ 40mm。
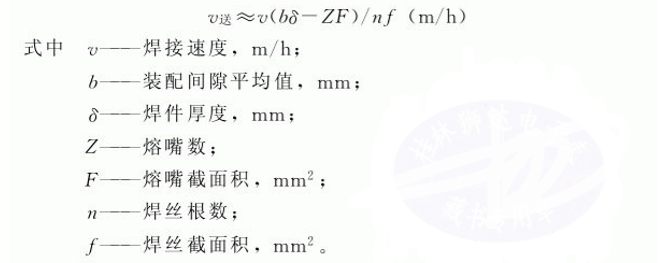
④送丝速度:可按下式确定。
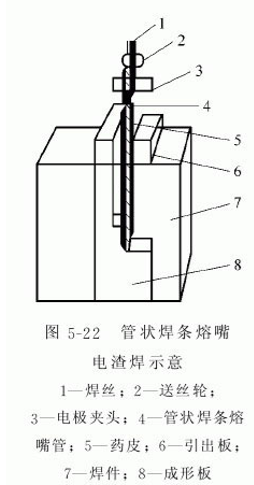
(5)管状焊条熔嘴电渣焊
管状焊条熔嘴电渣焊与普通熔嘴电渣焊的主要区别,是采用了外表涂有药皮的钢管作为熔嘴,药皮中含有可改善焊缝组织的合金元素,特别是能够提高焊缝的抗热裂性能。管状焊条熔嘴电渣焊如图5-22所示。
①可采用快焊速(v可达到2~ 3m/h),熔池形状系数减小时,仍不产生热裂纹。近缝区在高温的停留时间相应缩短,过热倾向减弱,因此有焊后不经正火处理而直接使用的可能性。适用于20~ 60mm厚焊件的对接、角接和T形接头的冲压。
②管状焊条可弯曲,焊缝可呈弧形划圈,倾斜位置最大45°。用于高炉、热风炉的纵缝安装冲压,船壳体、球形容器制造等,焊后可不进行热处理。
③管状焊条用10、15、20号冷拔无缝钢管。规格有φ14mmX 2mm、φ14mm X3mm、φ12mmX 3mm、φ10mmX3mm等。
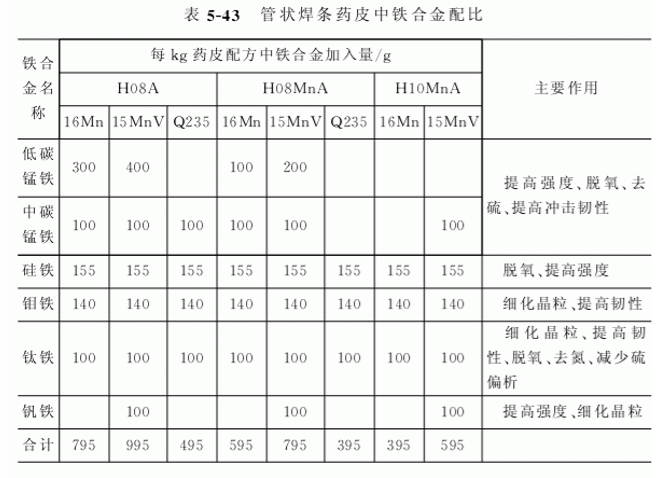
④管壁涂2~3mm厚药皮,采用双根管状焊条时,药皮厚度为1.5~2. 5mm。药皮的成分见表5-42。

⑤使用焊丝H08A、H08MnA、 H10MnA,冲压母材料16Mn、15MnV,Q235 等钢的管状焊条药皮中铁合金配比见表5-43。
⑥管状焊条的制造方法与手工电焊条相同
⑦铁合金粉加入量根据焊件材料和所用焊丝成分而定
⑧冲压电流可按下面的经验公式选定。

式中s—— 焊条钢管截面积,mm2;R——系数,通常取5~6。
资料均来源《实用焊工手册》、作者:孙景荣,版权归版权方所有,所做分享只为帮助职场人更好的提升自己,如涉侵权,请联系删除。
END
精选课程
99%的人都在看!




(长按图片添加老师报名)

戳阅读原文我们一起进步


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~