
焊条摆动的宽度是焊条直径的4倍,这个对不对?

这是焊道君发在抖音内的音频
 刷新
刷新
铜焊横向转动的目的是为了获得一定长度的焊缝,但铜焊转动多宽是合适的,对于很多新手来说是一头雾水,甚至有很多老焊工也不明白,铜焊转动和不转动之间有什么区别,更重要的是为了控制焊接线能量,让焊缝不但拍片合格,在焊缝后期的使用过程中机械性能,力学性能都合格。

焊道君在核电的时候,使用的焊接规程规定,碳钢铜焊的转动是铜焊直径约的4倍,厚度是铜焊直径约的2倍。监理查的是很严的,超宽的焊道逮住就罚款,甚至要割掉重焊,超宽也是一次事故,但很多人也会忽略。
焊接线能量是指焊接的时候由焊接能源输入给单位长度焊缝上的热量。
公式:q = IU/υ
式中:I—焊接电流 A U—电弧电压 V υ—焊接速度 cm/s q—线能量 J/cm

在实际生产中,焊接电流容易得到控制, 但是焊接的电弧电压,以及焊接速度就是较难控制的一个参数,所以,在质量控制上多层多道就显得很容易了。
铜焊转动的长度每个标准和规程都有些不同,目的是要焊缝力学性能合格。
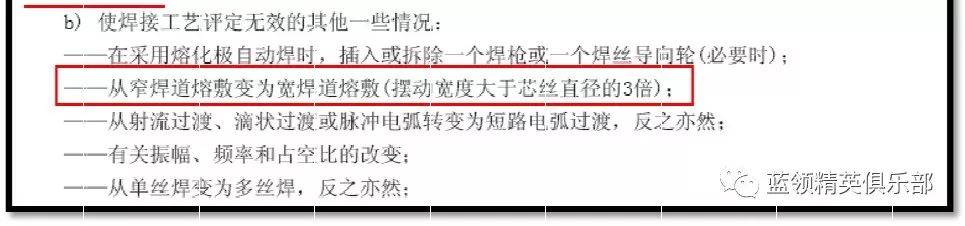
1,从窄焊道的熔敷变为宽焊道的熔敷(转动长度大于焊芯直径约的 3 倍)。
2,《核电厂常规岛焊接技术规程》
3,《压水堆核电厂核岛机械设备 焊接规范 奥氏体不锈钢焊接工艺评定》从窄焊道变为宽焊道的熔敷金属(熔敷金属长度大于焊芯直径约的三倍为宽焊道)
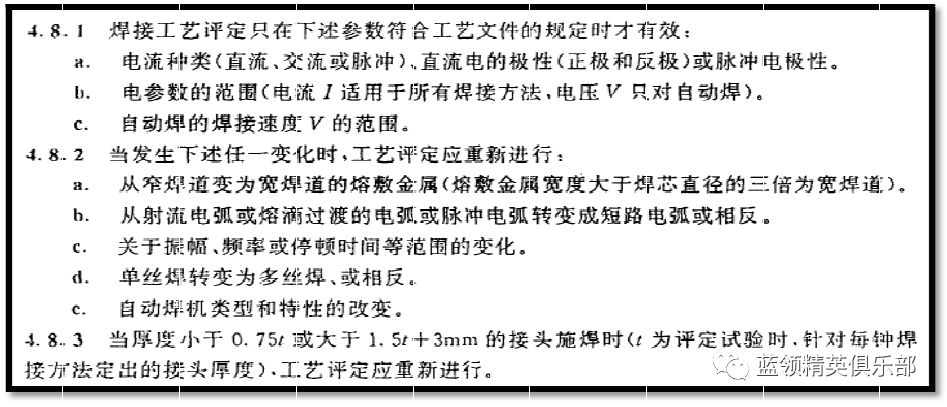
4,压水堆核电厂核岛机械设备 焊接规范 碳钢和低合金钢的焊接工艺评定从窄焊道变为宽焊道(长度大于焊芯直径约的三倍)

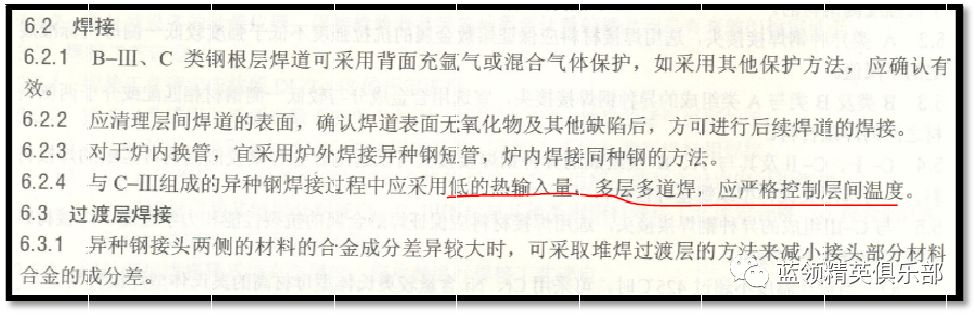
5,火力发电厂异种钢焊接技术规程第 6.2.4 条中规定:采用低的热输入量,多层多道焊
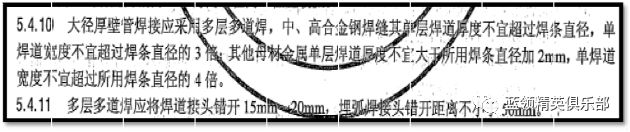
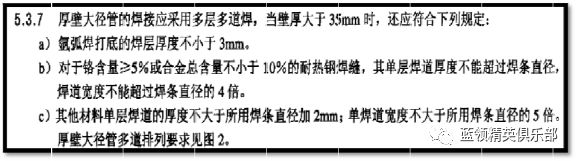
6,火力发电厂焊接技术规程》第 5 条焊接工艺第 5.3.7 条规定单焊道长度不大于所用铜焊直径约的5倍。
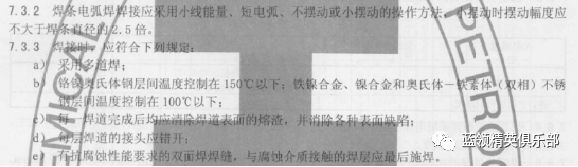
7,石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程条规定不得大于铜焊直径约的 2.5 倍
焊接规程不同,要求的也不同,我们在焊接的时候要严格遵守焊接工艺要求来做,不要擅自更改工艺,高合金,不锈钢焊道要求的都在3倍以内,碳钢的在4倍以内。
3.2铜焊在不转动的情况下,很容易烧到9个宽,所以3倍以内的焊道基本就是不转动铜焊,稍微摆一点就到4倍宽了。当然手工焊接没有机器那么均匀,尽量控制长度我们焊培在基础练习的时候就强调,意识从零就要开始。
来源:蓝领精英俱乐部

精彩内容



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~