
锅炉锚固件焊接介绍
燃煤主梁件研磨订制,燃煤主梁件按设计图研磨订制,
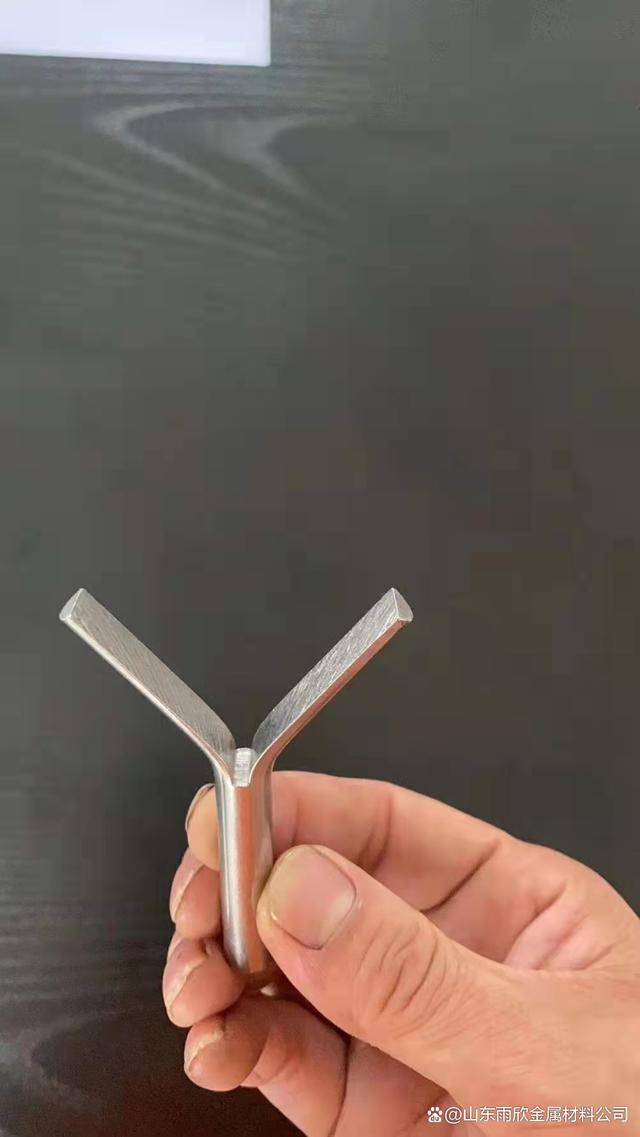
燃煤主梁件换用适度的焊材及冲压工艺技术,通常铜焊直径约2.5mm,冲压电阻 50~80A,铜焊直径约3.2mm,Y型主梁钉冲压电阻100~130A。 5.2 伊瓦诺踩倒 焊好的主梁钉应不光注意半成品为保护,避免伊瓦诺踩倒。如有踩倒的,应在衬 里前王劝,难以王劝的应在其旁再次补焊两个。 5.3 沟槽瑕疵及避免 5.3.1 裂缝:为避免裂缝造成应优先选择和助焊剂气压成份相似的铜焊,科学合理 的冲压工艺技术模块和顺序,如辨认出有裂缝应除掉再次冲压。 5.3.2 导管:铜焊应原则上环境温度和天数展开烘培,冲压地区要清扫整洁。 5.3.3 夹渣:Y型主梁钉施焊时不光注意电炉的壳状路径,不光是采用酸性铜焊时,要使 电炉回到硝酸锶前面。
燃煤主梁件大盘如是说





燃煤主梁件市场出价直接电议为主,低价资源不断涌现,成交情况很不乐观,另外早间统计局发布房地产开发投资情况以及9月份整体经济运大盘况,根据数据来看地产投资开发投资同比下降4%,地产房屋施工面积同比下降1%,数据上、需求上、宏观层面均显示利空,燃煤主梁件再加上加息预期愈演愈强,整个黑色系都处于悲观情绪当中,原料的支撑也开始失效,综合大环境以及目前市价倒挂。
举报/反馈


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~