
如何有效的控制电弧焊的熔池温度,掌握这4点,避免焊接缺陷!

韦尔泰宗璀璨一生,火光飞出精采!
冲压马路上新家园伴你南埃尔普!
铜焊耐腐蚀硝酸锶环境温度的掌控方式
在冲压应聘课堂教学中,小学生在铜焊耐腐蚀应聘操作方式时,常有焊瘤、掀开、未焊透,凸起、夹渣,成型不当等瑕疵,预测造成那些瑕疵的其原因,主要就是小学生在冲压处理过程中,不擅于检视硝酸锶环境温度的变动,没有效率地掌控硝酸锶的环境温度而造成前述瑕疵。
硝酸锶环境温度,直接影响冲压产品质量,硝酸锶环境温度高、硝酸锶非常大、截叶资金面好,更易charged,普昂例新,截叶易下淌,实心焊单面成型的左上角易掀开,逐步形成焊瘤,成型也难掌控,且接点脆性上升,卷曲易脱落。硝酸锶环境温度低时,硝酸锶较细,截叶较亮,资金面差,易造成未焊透,未charged,夹渣等瑕疵。
硝酸锶环境温度与冲压电阻、铜焊直径约、铜焊视角、静电熔化天数等有著密切联系,特别针对相关不利因素采行下列举措来掌控硝酸锶环境温度。
1、冲压电阻与铜焊直径约:根据焊缝空间位置、冲压层次来选用冲压电阻和铜焊直径约,开焊时,选用的冲压电阻和铜焊直径约非常大,立、横仰位较细。如12mm平板对接平焊的封底层选用φ3.2mm的铜焊,冲压电阻:80-85A,填充,盖面层选用φ4.0mm的铜焊,冲压电阻:165-175A,合理选择冲压电阻与铜焊直径约,更易掌控硝酸锶环境温度,是焊缝成型的基础。
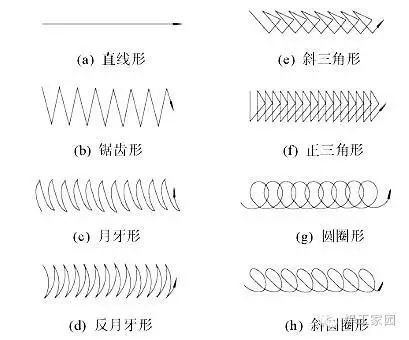
2、运条方式,圆圈形运条硝酸锶环境温度高于月牙形运条环境温度,月牙形运条环境温度又高于锯齿形运条的硝酸锶环境温度,在12mm平焊封底层,采用锯齿形运条,并且用摆动的幅度和在坡口两侧的停顿,有效率的掌控了硝酸锶环境温度,使熔孔大小基本一致,坡口根部未逐步形成焊瘤和掀开的机率有所上升,未焊透有所改善,使乎板对接平焊的实心冲压单面成型不再是难点。
3、铜焊视角,铜焊与冲压方向的夹角在90度时,静电集中,硝酸锶环境温度高,夹角小,静电分散,硝酸锶环境温度较低,如12mm平焊封底层,铜焊视角:50-70度,使硝酸锶环境温度有所上升,防止了左上角造成焊瘤或起高。又如,在12mm板立焊封底层换铜焊后,接点时采用90-95度的铜焊视角,使硝酸锶环境温度迅速提高,熔孔能够顺利打开,左上角成型较平整,有效率地掌控了接点点凸起的现象。
4、静电熔化天数,φ57×3.5管子的水平固定和垂直固定焊的应聘课堂教学中,采用断弧法施焊,封底层冲压时,断弧的频率和静电熔化天数直接影响着硝酸锶环境温度,由于管壁较薄,静电热量的承受能力有限,如果放慢断弧频率来降低硝酸锶环境温度,易造成缩孔,所以,只能用静电熔化天数来掌控硝酸锶环境温度,如果硝酸锶环境温度过高,熔孔非常大时,可减少静电熔化天数,使硝酸锶环境温度降低,这时,熔孔变小,管子内部成型高度适中,防止管子内部焊缝超高或造成焊瘤。
在冲压应聘课堂教学中,让小学生学会检视硝酸锶环境温度的变动,掌控有效率掌控焊池环境温度的方式,是学好冲压技术的基础,打好这个坚实的基础,才能有所突破,才能成为一名优秀的冲压技术工人。
精美冲压图片展示
Q235钢板 手工耐腐蚀仰焊冲压工艺,422和502铜焊区别
我还就不信教不会你手工焊的运条方式了,都说几百遍了,就是不看

免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权并按国家标准支付稿酬或删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
点击下方写留言发表看法
↓↓↓


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~