
焊接材料检验作业指导书
1.0目地
为的是确保子公司冲压金属材料具备平衡的商品质量而明确提出检验规章文档。
2.0覆盖范围
适用于于子公司冲压金属材料在环评、库存量看管及采用操作过程中的检验国际标准。
3.0工作台明确要求
3.1环评
冲压金属材料的环评文本应依照冲压商品的锻造规章、冲压商品的类型及前述须要确认。
3.1.1包装袋检验
检验冲压金属材料的包装袋与否合乎相关国际标准明确要求,与否较完整,有没有剥落、变色现像。
3.1.2商品质量证检验
对附上商品质量证的冲压金属材料,录入其商品质量证所提供更多的统计数据与否齐备并合乎要求明确要求。
3.1.3铜焊商品质量检验
3.1.3.1取样
每批铜焊进厂检验时,按须要数量至少在3个部位平均取有代表性的样品。
3.1.3.2检验方法
对所抽取样品用目视或5倍放大镜进行外观检查,并从中抽取10根进行尺寸测量
3.1.3.3冲压商品质量明确要求
a)铜焊药皮:药皮应均匀,紧密地包覆在焊芯周围,铜焊表面应光滑,不允许有锈蚀、氧化皮、裂纹、气泡、杂质、剥落等缺陷。
b)铜焊露芯:药皮应有足够的强度,引弧端药皮应倒角,焊芯端面应露出,以确保易于引弧。铜焊露芯应合乎如下规定:
①低氢型铜焊,沿长度方向的露芯长度不应大于焊芯直径的2/3或1.6mm(两者的较小值)
②其他型号铜焊,沿长度方向的露芯长度不应大于焊芯直径的2/3或2.4mm(两者的较小值)
各种直径的铜焊沿圆周的露芯不应大于圆周的一半。
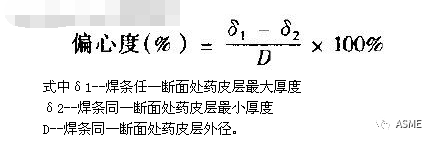
c)铜焊偏心度:
①直径≤2.5mm铜焊,偏心度≤7%
②直径为3.2mm和4.0mm铜焊,偏心度不应大于5%
③直径≥5.0mm铜焊,偏心度不应大于4%
偏心度计算:
d)铜焊直径、长度应分别合乎GB/T5117、GB/T5118、GB/T983、GB/T984相应铜焊国际标准的规定。
e)铜焊包装袋:铜焊按批号每2.5kg、5kg或10kg净重或相应的根数作一包装袋。这种包装袋应封口,并能确保铜焊在存放在干燥仓库中至少一年不变质损坏;
每包及每箱外面应标出下列文本:国际标准号、铜焊型号及铜焊牌号、锻造厂名及商标、规格及净重或根数、批号及检验号;
锻造厂对每一批号铜焊,根据前述检验结果出具商品质量证,以供需方查询;当用户明确提出明确要求时,锻造厂应提供更多检验的副本。
f)标记:在靠近铜焊夹持端的药皮上,至少印有一个铜焊型号或牌号。字型应采用醒目地印刷体,字体颜色与药皮间应有强烈的反差,以便在正常的冲压操作前后都可清晰可辨。
3.1.3.4成分及性能试验
a)首次采用的铜焊类型或型号必须对全部的性能指标进行试验和检验,试验方法和检验结果应合乎相关国际标准的规定。
b)铜焊的T型角接头、熔敷金属的机械性能、射线探伤、耐腐蚀性,扩散氢含量及药皮的水含量等项的性能指标,不须要每批进厂铜焊都要做试验分析和检验。
c)更换供货厂家,或为的是新工艺而采用新的铜焊类型或型号时,需进行以上性能指标的试验和检验,试验方法和检验结果必须合乎相关国际标准的规定。
3.1.4焊丝商品质量检验
熔化焊用钢丝及气体保护焊用钢丝的化学成分应合乎相关国际标准的规定。对钢丝表面商品质量用目测检验,明确要求钢丝表面应光滑,不得有可见的裂纹、折叠、结疤、氧化铁皮和锈蚀等有害缺陷存在。对镀铜钢丝不得有裂纹、麻点和锈蚀和镀层脱落。熔化焊用钢丝直径及其允许偏差应合乎下表1规定:
表1熔化焊钢丝及气体保护焊钢丝直径及其允许偏差
熔化焊钢丝直径及其允许偏差(单位:mm)
气体保护焊用钢丝直径及其允许偏差(单位:mm)
公称直径
允许偏差
公称直径
允许偏差
普通精度
较高精度
普通精度
较高精度
1.6
-0.10
-0.06
0.6
+0.01
+0.01
2.0
-0.05
-0.03
2.5
0.8
+0.01
-0.09
+0.01
-0.04
3.0
1.0
3.2
-0.12
-0.08
1.2
4.0
1.6
5.0
2.0
+0.01
-0.09
+0.01
-0.06
6.0
2.2
对钢丝的捆(盘)应规整,不得散乱或呈∞字型。
3.1.5焊剂的检验
焊剂一般用于碳素钢埋弧焊。焊剂应合乎相关国际标准的明确要求。
3.1.5.1取样
作各项检验用的焊剂要分散抽取。若焊剂散放时,每批焊剂抽样处不得少于6处,若焊剂装入包装袋袋中,每批焊剂从每10袋中的一袋内取一定数量的焊剂。从每批焊剂中所取焊剂的总量不得少于10kg。把抽取的焊剂混合,仔细搅拌均匀,然后用四分法取出5kg焊剂作为试焊焊剂,供冲压力学性能试板用,另取5kg作为检验焊剂,供检验其他项目用。
3.1.5.2检验方法
a)焊剂颗粒度检验方法
从检验焊剂中用四分法取出不少于100g的焊剂作为颗粒度检验。所用称样的天平感量不大于1mg。
检验普通颗粒度焊剂时,把通过目筛网的焊剂与不能通过8目筛网的焊剂分别称量;检验细颗粒度焊剂时,把通过60目筛网的焊剂与不能通过14目筛网的焊剂分别称量。这些焊剂成为颗粒度超标焊剂。
按下式计算颗粒度超标焊剂的百分含量:
颗粒度超标焊剂(%)=×100%
式中m—颗粒度超标焊剂重量(g);
—焊剂总重量(g)。
若第一次颗粒度检验不合格时,应按上述操作过程重复检验两次,只有这两次检验全部合格时,才认为此批焊剂的颗粒度合格。
颗粒度重复检验仍个的焊剂应重新筛分,然后按上述进行检验。
b)焊剂含水量的检验方法
从检验焊剂中用四分法取出不少以100g的焊剂作含水量检验。所用称样天平感量不大于1mg。
把焊剂放在温度为150℃±10℃的炉中烘干2h,从炉中取出后立即放入干燥器中冷却至室温,按下式计算焊剂的含水量:
焊剂含水量(%)=×100%
式中—烘干前焊剂重量(g);
m—烘干后焊剂重量(g)。
若第一次含水量检验不合格时,应按b)方法重新进行检验。
c)焊剂机械夹杂物检验方法
从检验焊剂中四分法取出不少于1000g的焊剂作机械夹杂物检验。所用称样天平感量不大于1mg。用目视法选出机械夹杂物,并称量。按下式计算机械夹杂百分含量。
机械夹杂物(%)=×100%
式中m—机械夹杂物重量(g);
—焊剂总重量(g)。
若第一次机械夹杂物检验不合格时,应按a)重新进行。
d)焊剂的冲压工艺性能检验方法
冲压力学性能试板时,同时检验焊剂的冲压工艺性能。逐道观察脱渣性能、焊道熔合、焊道成型及咬边情况。其中有一项不合格者,认为此批焊剂未通过冲压工艺性能检验。
e)焊剂的硫、磷含量检验方法
从检验焊剂中用四分法取出不少于250g的焊剂作为化学分析样品。
焊剂的硫、磷含量按JB/T 7948.1—1999和JB/T 7948.8—1999《熔炼焊剂化学分析方法》进行测定。
f)对保护气体的明确要求
常用金属明确要求氩气纯度如下表:
被焊金属
气体含量
容 积(%)
g/
氩
氮
氧
水分
钛、锆、钼铌及其合金、其他金属重要零件
≥99.98
≤0.01
≤0.05
≤0.07
铝、镁及其合金、铬、镍耐热合金
≥99.95
≤0.04
≤0.05
≤0.07
铜及铜合金、铬、镍不锈钢
≥99.90
≤0.08
≤0.015
≤0.07
3.1.7检验结果的认可
冲压金属材料的检验方法及检验规则一般应根据相关国际标准确认,必要时亦可由双方协商确认。
冲压金属材料经环评检验后应出具检验报告,并经相关部门认可。
3.1.8环评标记
环评合格的冲压金属材料应在每个包装袋上做专门的标记。
3.2库存量看管
3.2.1存放条件
a)冲压金属材料的储存库应保持适应的温度及湿度。室内温度应在5℃以上,相应湿度不超过60%。室内应保持干燥、清洁,不得存放有害气体和腐蚀性介质。
b)应按相关的技术明确要求和安全规章妥善看管。因吸潮可能导致失效的冲压金属材料在存放时应采取必要的防潮措施,如设置货架、采用防潮剂或去湿器等。
c)品种、型号及牌号、批号、规格、入库时间不同的冲压金属材料应分类存放,并有明确的区别标志,以免混杂。
3.2.2库存量期间的检查
a)熟悉各类冲压金属材料的一般性能和明确要求,定期对库存量的冲压金属材料进行检查,并将检查结果作书面记录。发现由于保存不当而出现可能影响冲压商品质量的缺陷时,应会同相关职能部门及时处理。
b)存放一年以上的冲压金属材料,在发放前应请商品质量检验部门,重新做各种性能试验,合乎明确要求时方可发放,否则不应出库。
3.3出库
3.3.1为的是确保冲压金属材料在其有效期内得到采用,避免库存量超期所引起的不良后果,冲压金属材料的发放效应按先入先出的原则进行。
3.3.2冲压金属材料的出库量应严格按商品消耗定额控制,并以领料单为出库凭据,经库存量管理人员核准之后方可发放。
3.3.3库存量期超过规定期限的铜焊、焊剂及药芯焊丝,需经相关职能部门复检合格后方可发放采用。复验原则上以考核冲压金属材料与否产生可能影响冲压商品质量的缺陷为主,一般仅限于外观及工艺性能试验,单对冲压金属材料的采用性能有怀疑时,可增加必要的检验项目。
规定期限自生产日期始可按下述方法确认:
a)冲压金属材料商品质量证或说明书推荐的期限;
b)酸性冲压金属材料及防潮包装袋密封良好的低氢型冲压金属材料为两年;
c)石墨型冲压金属材料及其他冲压金属材料为一年。
3.3.4对于严重变色、变质的冲压金属材料,应由相关职能部门进行必要的检验,并作出降级采用或报废的处理决定之后,方可准许出库。对于这类冲压金属材料的去向必须严格控制。
3.4烘干、保温及清理
3.4.1烘干及清理冲压金属材料的场所应具备合适的烘干、保温及设施及清理手段。烘干、保温设施应有可靠的温度控制、时间控制及显示装置。
3.4.2冲压金属材料在烘干及保温时应严格按相关技术明确要求执行。冲压金属材料在烘干时应排放合理、有利于均匀受热及潮气排除。烘干铜焊时应注意防止铜焊因受骤冷骤热而导致药皮开裂或脱落。
3.4.3不同类型的冲压金属材料原则上应分别烘干,但在下述条件下,允许同炉烘干;
a)烘干规范相同;
b)不同类型冲压金属材料之间有明显的标记,不至于混杂。
3.4.4冲压金属材料锻造厂对有烘干明确要求的冲压金属材料应提供更多明确的烘干条件。冲压金属材料的烘干规范可参照冲压金属材料说明书的明确要求确认。
3.4.5焊前明确要求必须烘干的冲压金属材料(碱性低氢型铜焊及陶制焊剂)如烘干后在常温下搁置4h以上,在采用时应再次烘干。但对烘干温度超过350℃的铜焊而言,累计的烘干次数一般不宜超过3次。
3.4.6烘干后的冲压金属材料应在规定的冲压覆盖范围内保存,以备采用。为的是控制烘干后的铜焊置于规定温度覆盖范围以外的时间,焊工在领用铜焊时应采用事先已加热至规定温度的保温筒。
3.4.7冲压金属材料管理员对冲压金属材料的烘干、保温、发放及回收应作详细记录,达到冲压金属材料采用的可追溯性。
3.4.8焊丝、焊带表面必须光滑、整洁,对非镀铜或防锈处理的焊丝和焊带,采用前应进行除油、除锈及清洗处理。
3.5冲压金属材料的回收
冲压工作结束后,剩余的冲压金属材料应回收。回收的冲压金属材料应满足下列条件:
a)标记清楚;
b)整洁、无污染。
3.6焊剂的重复采用
焊剂(特别是含铬的烧结焊剂)一般不宜重复采用,但在下述条件都得到满足时允许重复采用;
a)用过的旧焊剂与同批号的新焊剂混合采用,且旧焊剂的混合比在50%一下(一般宜控制在30%左右);
b)在混合前,用适当的方法清除了旧焊剂中的熔渣、杂质及粉尘;
c)混合焊剂的颗粒度合乎要求的明确要求。
-End-
我们不是知识的创造者,但是我们整合资料,与您分享。茶余饭后,闲暇时间,希望ASME中国锻造能够伴您每一天。如果您有好的文章,或者好的建议,请您随时与我们联系,我们会不断的完善自己,与大家共同创造一个更加广阔的交流平台。
更多动态,请关注我们官方网站:www.asimi8.com,或者关注我们的微信平台:asmecn
本文系网络转载,如涉及作品版权问题,请与我们联系
ASME中国锻造感谢您一直以来的支持, 谢谢!
欢迎关注ASME中国锻造微信公众号:
长按二维码



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~