
【知识】手工电焊仰板对接焊接操作方法步骤(仰焊)
在前述生产中执会碰到一些宽度非常大的玻璃钢制交会仰焊工作,而且要求实心焊单面成形。在使用结507铜焊冲压16Mn钢制时,多半选用三相LX1阴离子冲压。(也可以选用三相正接阴离子冲压根层,但虽然选用三相正接阴离子冲压低氢型铜焊时,静电熔化不平衡,且倾倒非常大,所以选用三相LX1阴离子冲压者非常多)。但是,在操作方式过程中沟槽跟层极容易导致突起,严重影响了冲压产品质量。
1
问题其原因分析
选用三相LX1法仰焊时,熔滴过渡阶段形式主要是漏电过渡阶段;既靠静电的吹力和熔融合金的粘滞促进作用过渡阶段于硝酸锶。沟槽合金熔滴的引力也妨碍了熔滴的过渡阶段,硝酸锶合金也受另一方面引力促进作用导致失去平衡,虽然硝酸锶环境温度越高、粘滞越短,与此同时虽然冲压规范化不恰当、不能恰当掌控运条方法、灵巧调整铜焊视角、掌控圆周等其原因,导致仰焊左上角突起,反面出现焊瘤的瑕疵。有鉴于此,仰焊时一定要选用短弧操作方式,与此同时更要掌控硝酸锶的表面积和环境温度,焊层切忌过厚。
2
交会仰焊板的换装和冲压模块
试钢材为丛藓科扭口藓16Mn钢制,宽度为12mm, V型坡口(坡口面两端的制备视角不小于65度),钝边1.5—2.0mm。交会,换装时尾端间歇略高于始端间歇,并预留适当的反变形量;其换装尺寸见图1。
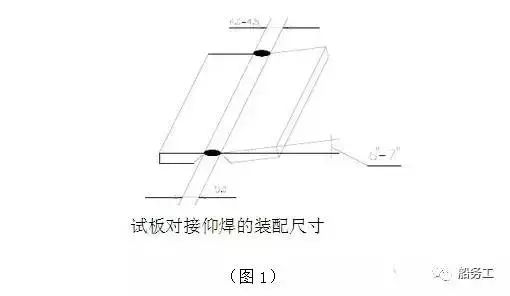
为保证熔滴能顺利过渡阶段至试件左上角,所以选用非常大的根部间歇。
选用灭弧焊手法交会仰焊位置打底的冲压模块见表1。
3
打底层的冲压操作方式
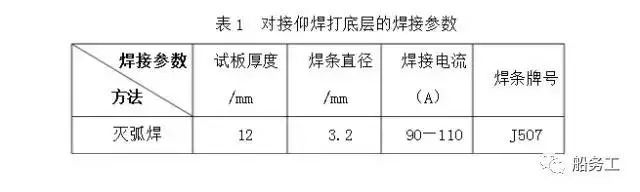
仰板三相LX1灭弧打底的操作方式要领:冲压打底层时易在沟槽左上角导致塌陷,为达到实心焊单面成形的目的,使左上角沟槽成形良好,仰焊打底层的操作方式具有非常大的难度,打底层选用灭弧焊时的铜焊视角见图2。
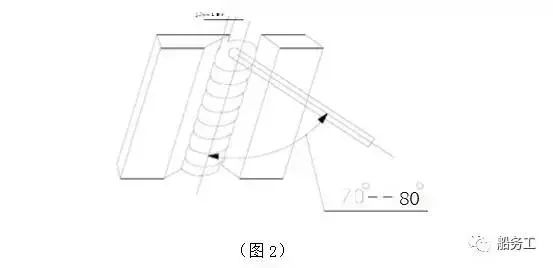
开始冲压时,首先在距定位沟槽10—15mm处的坡口一侧引弧,然后将静电拉回至定位沟槽上,借助定位沟槽连弧加热坡口根部,到接头处迅速压低静电将熔滴送到沟槽根部,并借助静电吹力促进作用尽量向坡口根部、左上角输送熔滴。与此同时将其稍向左右摆动,以便于形成硝酸锶和熔孔,并保证接头熔合良好。仰焊时第一个熔孔形成后立即熄弧以冷却硝酸锶。再次引弧时,在第一个硝酸锶前一侧坡口面上,即在熔孔的边缘用接触法引弧,静电引燃后,听到静电击穿声时,掌控铜焊不要摆动,使静电熔化0.8—1s。并保持弧柱长度1/2穿过熔孔。然后急速拉回侧后方熄弧。仰焊打底层选用灭弧焊的操作方式手法见图3。
静电熔化时铜焊不应作大幅度摆动,运条速度要快,如果铜焊摆动幅度过大,液态合金受静电的吹力就越短,且力的促进作用位置发生改变,将使硝酸锶合金失去平衡倾向增大。熄弧动作应迅速利落,以免焊道左上角导致塌陷,反面铁水失去平衡形成焊瘤。施焊过程中,焊件左上角应保持沟槽凸起,穿透熔孔的位置要准确,每侧坡口穿透尺寸为1—1.5mm。为了更好的掌控冲压方法、灵巧调整铜焊视角、掌控静电长度应注意以下几点。
(1)在使用碱性铜焊时,不能像酸性铜焊那样靠长弧预热或跳弧掌控硝酸锶环境温度,必须选用短弧焊;否则容易导致气孔。
(2)更换铜焊熄弧前,为防止导致弧坑缩孔,要在硝酸锶边缘部位迅速向左上角补充2—3滴液态合金,然后向后侧衰减灭弧。
(3)接头时动作要快,最好在硝酸锶尚处于红热状态下引弧施焊。接头位置应选在硝酸锶前缘,当听到试板左上角静电穿透声后,铜焊立即做收弧、旋转动作,再运条前进。
4
其余各层的冲压操作方式:
施焊填充层和盖面层时,可选用直径为3.2mm的结507铜焊。
冲压,也可以选用直径为4.0mm的结507铜焊冲压,但要选择合适的焊结电流。施焊前要认真清理前一层的焊渣、倾倒、尤其是焊道两侧的焊渣必须清理干净,防止冲压时导致夹渣。接头处焊道凸起部分或焊瘤应錾削平,选用锯齿形运条法冲压填充层。冲压时应注意以下几点:
(1)冲压第一道填充层时,在施焊时必须注意与打底层焊道应充分熔合;并不应出现凸形焊道,选用小幅摆动,摆动时在焊道两侧与坡口面的夹角处做少许停留,是夹角处熔融充分。焊成的焊道要光滑平整,为随后的第二道填充焊道施焊创造良好的条件。
(2)冲压第二道填充时,虽然沟槽宽度增大,铜焊摆动的幅度也随之加大,注意不要将静电摆出坡口外,导致坡口损伤。与此同时应严格掌控预留坡口的深度,(预留坡口的深度过深或过浅,都会影响盖面层的施焊,一般深度1—1.5mm为宜),为盖面层施焊打好基础。
(3)盖面层焊道为修饰焊道,应力求成形美观,有鉴于此应确保盖面焊道表面光滑平坦。
(4)冲压时用短弧操作方式,圆周最好掌控在3mm以下,以防止导致气孔。
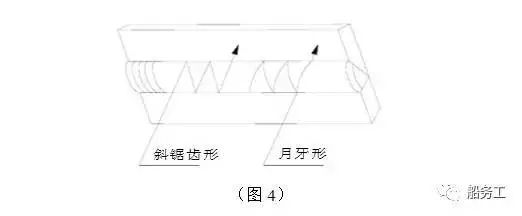
(5)如果填充层焊道表面较整齐、平滑,则盖面层焊道可选用锯齿形或月牙形运条法施焊,见图4。
操作方式时要注意坡口两侧的熔合情况,运条至坡口两侧时铜焊可作适当偏转、停留,灵巧调整静电与坡口间的视角,以防止导致咬边、未熔合等瑕疵,严格掌控沟槽工艺要求尺寸,确保沟槽与母材边缘过渡阶段圆滑,成形美观。
广告佳位,等你来呦!!详情请咨询
028-83282678
<往期经典推荐>
致敬 | 中国顶级焊工!坦克 LNG船 核电站,他们亲手创造中国骄傲
错过再等4年 |《Welding and Cutting in China》

感谢您关注《工作台机》杂志、中华冲压动力网以及焊割在线微信平台。
有问题可直接留言,或者登陆中华冲压动力网——冲压社区留言,或者添加微信客户QQ:153003763,我们会一一帮您解答。
http://bbs.toweld.com/
焊割在线长期接收广大粉丝的优秀微信原创内容,稿件或线索一经选用,将有奖励!
希望广大粉丝踊跃投稿:dhj84216672@126.com。

欢迎在评论处亮出你的观点,你知道的正是大家需要的。。。本文来源:船务工

免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~