
一根焊条的基本操作!知道这些,才算是合格的焊工!
基本上的专有名词,钳工还是要晓得。总不能就会烧,别的啥也要学。两根铜焊从头到尾焊完,有几个关键步骤,万一拍电影不符合要求也好找出问题,晓得问题出在哪个关键步骤。维托县,干了好几年还是一个普焊,还在焊着钢筋,停滞不前。要想提高自己的技术,专业技能也要同步提高。铜焊静电焊最基本上的操作是引弧、运条和前半段。这三个姿势规范与否是决定冲压产品质量的关键。

(一)引弧引弧即造成静电。铜焊静电焊是选用FET、大电流放电造成静电,依靠电铜焊瞬时碰触钻孔实现。引弧时必须将铜焊末端与焊件表层碰触形成漏电,接着快速将铜焊向上提出诉讼2~4mm的距,此时静电即点燃。引弧的方式有三种:鳞粉法和擦阳爻。
引弧方式
(1)鳞粉法
也称点碰触法或称敲打法。鳞粉法是将铜焊与钻孔保持很大距,接着垂直落下,使之轻轻敲打钻孔,发生漏电,再快速将铜焊提出诉讼,造成静电的引弧方式。此类方式适用于各种位置的冲压。
(2)擦阳爻
也称线碰触法或称摩擦法。擦阳爻是将电铜焊在坡口上滑动,成一个点,当端部碰触时,发生漏电,因碰触面很小,环境温度急剧上升,在未熔融前,将铜焊提出诉讼,造成静电的引弧方式。此类方式易于掌控,但难穿破坡口,影响冲压产品质量。前述三种引弧方式应根据具体情况灵活应用。擦阳爻引弧虽比较难,但这种方式使用不当时,会枪伤焊件表层。为尽量避免焊件表层的损伤,应在冲压坡口处擦划,擦划长度以20~25mm为宜。在狭窄的地方冲压或焊件表层不允许有割伤时,应选用鳞粉法引弧。鳞粉法引弧较难掌控,铜焊的提出诉讼姿势太快因此铜焊图伦区过高,静电易熄灭;姿势很慢,会使铜焊粘在钻孔上。当铜焊一旦粘在钻孔上后,应快速将铜焊左右转动,使之与焊件分立;若仍不能分立时,应立即松开焊钳切断电源,以免漏电时间过长而损坏TNUMBERFK。
(3)引弧的技术要求
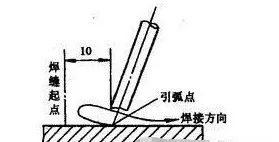
在引弧处,由于钢板环境温度较高,铜焊药皮还没有充分发挥作用,会使引弧点处的沟槽较高,熔深较浅,易造成导管,所以通常应在沟槽起始点后面10mm处引弧,点燃静电后拉长静电,并快速将静电移至沟槽起点进行紧接著。紧接著后将静电压短,酸性铜焊的圆周相等于铜焊直径约,碱性铜焊的圆周应为铜焊直径约的五分之一,进行正常冲压。选用前述引弧方式即使在引弧处造成导管,也能在静电第二次经过时,将这部分金属重新熔融,使导管消除,因此不会留引弧伤痕。为了保证沟槽瑙脂能够焊透,铜焊可作适当的横向转动,并在坡口根部两侧稍加停顿,以形成很大大小的硝酸锶。
引弧点的选择引弧对冲压产品质量有很大的影响,经常因为引弧不好而造成始焊的缺陷。
综上所述,在引弧时需做到以下几点:
(1)钻孔坡口处无油污、锈斑,以免影响导电能力和防止硝酸锶造成氧化物。
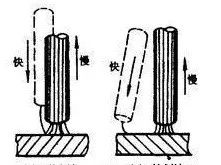
(2)在碰触时,铜焊提出诉讼时间要适当。太快,气体未电离,静电可能熄灭;很慢,则使铜焊和钻孔粘合在一起,无法点燃静电。
(3)铜焊的端部要有裸露部分,以便引弧。若铜焊端部裸露不均,则应在使用前用锉刀加工,防止在引弧时,鳞粉过猛使药皮成块脱落,引起静电偏吹和引弧瞬间保护不良。
(4)引弧位置应选择适当,开始引弧或因冲压中断重新引弧,一般均应在离始焊点后面10~20mm处引弧,接着移至始焊点,待硝酸锶熔透再继续移动铜焊,以消除可能造成的引弧缺陷。
(二)运条静电点燃后,就开始正常的冲压过程。为获得良好的焊,缝成形,铜焊得不断地运动。铜焊的运动称为运条。运条是钳工操作技术水平的具体表现。沟槽产品质量的优劣、沟槽成形的好坏,主要由运条来决定。 运条由三个基本上运动合成,分别是铜焊的送进运动、铜焊的横向转动运动和铜焊的沿沟槽移动运动。
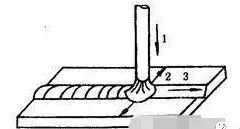
铜焊的三个基本上运动1—铜焊送进 2—铜焊转动 3—沿沟槽移动(1)铜焊的送进运动主要是用来维持所要求的静电长度。由于静电的热量熔融了铜焊端部,静电逐渐变长,有熄弧的倾向。要保持静电继续燃烧,必须将铜焊向硝酸锶送进,直至整根铜焊焊完为止。为保证很大的静电长度,铜焊的送进速度应与铜焊的熔融速度相等,否则会引起静电长度的变化,影响沟槽的熔宽和熔深。
(2)铜焊的转动和沿沟槽移动这两个姿势是紧密相联的,而且变化较多、较难掌控。通过两者的联合姿势可获得很大宽度、高度和很大熔深的沟槽。所谓冲压速度即单位时间内完成的沟槽长度。冲压速度很慢,会焊成宽而局部隆起的沟槽;太快,会焊成断续细长的沟槽;冲压速度适中时,才能焊成表层平整,焊波细致而均匀的沟槽。
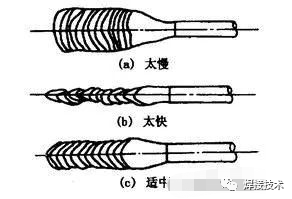
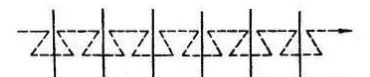
冲压速度对沟槽成形的影响(3)运条手法为了控制硝酸锶环境温度,使沟槽具有很大的宽度和高度,在生产中经常选用下面几种运条手法。1)直线形运条法选用直线形运条法冲压时,应保持很大的圆周,铜焊不转动并沿冲压方向移动。由于此时铜焊不作横向转动,所以熔深较大,且沟槽宽度较窄。在正常的冲压速度下,焊波饱满平整。此法适用于板厚3~5mm的不开坡口的对接平焊、多层焊的第一层焊道和多层多道焊。2)直线往返形运条法此法是铜焊末端沿沟槽的纵向作来回直线形转动,主要适用于薄板冲压和接头间隙较大的沟槽。其特点是冲压速度快,沟槽窄,散热快。
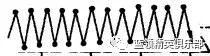
直线往返形运条法3)锯齿形运条法此法是将铜焊末端作锯齿形连续转动并向前移动,在两边稍停片刻,以防造成咬边缺陷。这种手法操作难、应用较广,多用于比较厚的钢板的冲压,适用于平焊、立焊、仰焊的对接接头和立焊的角接接头。
锯齿形运条法4)月牙形运条法此法是使铜焊末端沿着冲压方向作月牙形的左右转动,并在两边的适当位置作片刻停留,以使沟槽边缘有足够的熔深,防止造成咬边缺陷。此法适用于仰、立、平焊位置以及需要比较饱满沟槽的地方。其适用范围和锯齿形运条法基本上相同,但用此法焊出来的沟槽余高较大。其优点是,能使金属熔融良好,而且有较长的保温时间,硝酸锶中的气体和熔渣难上浮到沟槽表层,有利于获得高产品质量的沟槽。

月牙形运条法
5)三角形运条法此法是使铜焊末端作连续三角形运动,并不断向前移动。按适用范围不同,可分为斜三角形和正三角形三种运条方式。其中斜三角形运条法适用于冲压T形接头的仰沟槽和有坡口的横沟槽。其特点是能够通过铜焊的转动控制熔融金属,促使沟槽成形良好。正三角形运条法仅适用于开坡口的对接接头和T形接头的立焊。其特点是一次能焊出较厚的沟槽断面,有利于提高生产率,而且沟槽不易造成夹渣等缺陷。

三角形运条法
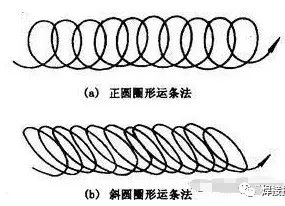
6)圆圈形运条法将铜焊末端连续作圆圈运动,并不断前进。这种运条方式又分正圆圈和斜圆圈三种。正圆圈运条法只适于冲压较厚钻孔的平沟槽,其优点是能使熔融金属有足够高的环境温度,有利于气体从硝酸锶中逸出,可防止沟槽造成导管。斜圆圈运条法适用于T形接头的横焊(平角焊)和仰焊以及对接接头的横沟槽,其特点是可控制熔融金属不受重力影响,能防止金属液体下淌,有助于沟槽成形。
圆圈形运条法(三)前半段静电中断和冲压结束时,应把前半段处的弧坑填满。若前半段时立即拉断静电,则会形成比焊件表层低的弧坑。在弧坑处常出现疏松、裂纹、导管、夹渣等现象,因此沟槽完成时的前半段姿势不仅是熄灭静电,而且要填满弧坑。前半段姿势有以下几种:
(1)划圈前半段法铜焊移至沟槽终点时,作圆圈运动,直到填满弧坑再拉断静电。主要适用于厚板冲压的前半段。
(2)反复断弧前半段法前半段时,铜焊在弧坑处反复熄弧、引弧数次,直到填满弧坑为止。此法一般适用于薄板和大电流冲压,但碱性铜焊不宜选用,因其难造成导管。
(3)回焊前半段法铜焊移至沟槽前半段处立即停止,并改变铜焊角度回焊一小段。此法适用于碱性铜焊。 当换铜焊或临时停弧时,应将静电逐渐引向坡口的斜前方,同时慢慢抬高铜焊,使得硝酸锶逐渐缩小。当液体金属凝固后,一般不会出现缺陷。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~